Eladó NYÁK panelek a forrasztóállomáshoz. Az állomás panelje: 3000Ft,
a kijelzõ meghajtó panel: 600Ft, összesen 3599Ft. Érdeklõdni emailben lehet.
Postázni nem szeretném, személyesen vehetõ át. 2021. augusztus. Skori
JBC Forrasztóállomás!
DIY homemade soldering station with STM32 BluePill for JBC.
Belefogtam egy saját tervezésû forrasztóállomás készítésébe. A dolog úgy kezdõdött hogy egy barátom ajánlotta, hogy próbáljam ki a
JBC forrasztópákát mert az jobb mint a Weller, és ráadásul olcsóbb is. Akkoriban nekem csehszlovák pillanatpákám,
és több darab a szakzsargonban "kattogós Weller"-ként emlegetett forrasztópákám volt.
A dolog akkor kapott nagyobb lendületet, mikor a barátomtól kaptam egy használt JBC-245A pákát, és a hozzávaló
(TGabor barátom által tervezett) forrasztóállomás beültetett NYÁK-ját, amit be is üzemeltem.
A tapasztalatok elég meggyõzõek voltak, a JBC páka a bekapcsolás pillanatától számított néhány másodpercen belül eléri
az üzemi hõmérsékletét. A páka, könnyû, filctollhoz hasonlóan vékony, és a fogási pontja viszonylag közel van pákahegy csúcsához.
Az is szimpatikus, hogy a pákahegyek tartalmazzák a fûtést és a hõmérséklet mérésére szolgáló termoelemet is, és maga a páka
gyakorlatilag csak egy eszköz a pákahegy befogadására. Mivel egy ilyen pákában nincs külön fûtõbetét, ezért azt pl. sosem kell majd
cserélni benne. A nagy fûtési csúcsteljesítmény, és a széles pákahegy választék, lehetõvé teszi az apró SMD alkatrészek forrasztásától kezdve,
a nagy hõmennyiséget igénylõ alkatrészek forrasztását is.
Ez rövid idõn belül annyira megtetszett, hogy mindegyik Weller pákámat
eladtam és az árát JBC pákahegyek vásárlására fordítottam. Ebben több ismerõsöm, barátom is megerõsített azzal, hogy amikor említettem,
hogy JBC pákát fogok használni, az elsõ reakció az volt, hogy: JBC? Az jobb mint a Weller! Ez furán hangozhat annak aki keveset forraszt,
de a forrasztástechnikában a Weller mint gyártó, sokak által egyfajta referenciaként ismert, tehát sokmindent ehhez viszonyítanak.
Nem sokkal késõbb elhatároztam hogy készítek egy saját tervezésû forrasztóállomást is, amit a saját igényeimre szabhatok. Természetesen
ebben a hobbi, az építés, és a saját magam számára állított kihívásnak is szerepe volt. Tehát, errõl fog szólni ez az oldal.
Mik az elvárások, illetve milyen követelményeknek kell megfelelnie egy ilyen forrasztóállomásnak?
A pákahegy hõmérsékletét igyekszik a beállított értéknek megfelelõen, a lehetõ legpontosabban tartani.
Gyors felfûtés, azaz a beállított hõmérsékletet a lehetõ leggyorsabban érje el a páka.
Kikapcsolt állapotban is õrizze meg a korábbi beállításokat.
Két pákát is tudjon egyszerre mûködtetni a forrasztóállomás.
A forrasztóállomás kijelzõjén legyen látható a beállított, és a mért hõmérséklet is.
A forrasztóállomás legyen egyszerûen és gyorsan kezelhetõ.
További funkciók:
Amikor a pákát a tartóra helyezzük akkor az állomás csökkentse a pákahegy hõmérsékletét (készenléti üzemmód)
Ha a páka hosszú ideig van a tartón, akkora forrasztóállomás teljesen kikapcsolhatja pákahegy fûtését.
A forrasztóállomás legyen védett a páka zárlata,vagy a vezeték szakadása okozta hibákkal szemben
és jelezze a kijelzõn a páka meghibásodását.
Amikor a pákában hegyet cserélünk, akkor a forrasztóállomás csak néhány másodperc várakozás után kapcsolja
be újra a pákahegy fûtését, hogy puszta kézzel is lehessen betétet cserélni anélkül, hogy megégetne.
Ha forrasztópákát kivesszük a tartóból, akkor a forrasztóállomás automatikusan kapcsolja be a páka fûtését,
mindezt néhány másodperc késéssel, hogy a felfûtés elõtt, még legyen lehetõség hidegen egy esetleges pákahegy cserére.
A fenti követelményeknek megfelelõ áramkört a legcélszerûbb valamilyen mikrovezérlõvel megvalósítani.
Erre a célra az arduino nano alternatívájaként is ismert, BluePill fantázianevû kis modult választottam.
Ez a modul méreteiben, és árban hasonló az arduino nano hoz, de egy 72MHz-es órajelû, 32 bites, STM32F103 processzort tartalmaz.
A Blue Pill modul programozható az ST saját fejlesztõ környezetével is, de az arduino fejlesztõ környezetével is könnyen és jól használható.
Mivel arduinoval már dolgoztam, és könnyen, gyorsan készíthetõk vele ügyes kis programok, ez elég fontos szemponttá vált.
Annak is volt némi szerepe a kiválasztásban, hogy a távolkeletrõl szinte fillérekért beszerezhetõ a BluePill.
(2020 januárban 1000Ft alatt)
Jelen pillanatban (2020.08.03) még nincs készen a forrasztóállomás, csak egy mûködõ prototípus létezik,
házilag készült nyákon. Ez a felsorolt feltételek közül az 1,2,4,5,6,7,8,10,11 -nek felel meg, és nem teljesíti a
3, 9 feltételeket. A következõ NYÁK verzió amivel elvileg a maradék elvárások is teljesülnek majd
(illetve néhány itt nem felsorolt feltétel is), kínában lesz legyártva, ezért annak megérkezéséig az errõl
szóló oldalt is el tudtam kezdeni.
A forrasztópáka hõmérsékletét PID szabályzással célszerû vezérelni. Ilyesmit azelõtt még sosem programoztam, ezért ez is egyfajta kihívásnak tûnt,
de a gyakorlatban végül is nem okozott túl nagy nehézséget a megvalósítása.
Miért van szükség PID szabályozásra? Miért nem elegendõ a cél-hõmérséklet
elérésekor simán kikapcsolni a fûtést, alatta pedig bekapcsolni? Ennek több oka is van.:
Ha a pákahegyet a cél hõmérséklet eléréséig maximális teljesítménnyel fûtenénk, akkor a fûtés kikapcsolásakor a pákahegy hõmérséklete még egy
ideig tovább emelkedne, mivel belül a fûtõbetét hõmérséklete jóval magasabb, mint a pákahegyé. Ha pedig a pákahegy fûtését csak akkor
kapcsolnánk be amikor a hegy hõmérséklete a cél hõmérséklet alá csökkent, akkor a hõmérséklet még egy rövid ideig tovább csökken mielõtt
emelkedni kezd. Ilyen üzemmódban a pákahegy hõmérséklete a cél hõmérséklet környékén fog ingadozni, meglehetõsen széles tartományban
(ami akár 20 - 40 fok szélességû is lehet).
A JBC 245-ös pákahegyek névleges fûtési teljesítménye 50W-ra van specifikálva, azonban felfûtéskor 150W feletti csúcs-teljesítményt is kaphat,
a gyors felfûtés érdekében. Ha a hõmérséklet vezérlését "kapcsolgatós" módszerrel oldanánk meg (150W/0W) az mégnagyobb hõingadozást
okozna, és a pákabetétnek sem tenne jót hosszabb távon. Tapasztalatom szerint, egy átlagos forrasztás közben a teljesítményigény
nem több mint 10...20W, ennyi kell a forrasztópáka hõmérsékletének tartásához. PID szabályzással a páka fûtõbetétje pontosan a szükéges
teljesítménnyel lesz fûtve.
A JBC 245-ös páka hõtömegének, és fûtõteljesíményének viszonya nagyon nagy, ezért a páka hõmérséklete nagyon gyorsan tud változni,
méréseim szerint akár 60...100 °C/sec sebességgel is. Ezért eleve nagyon gyors reakcióidejû szabályozást igényel a mûködtetése
A PID szabályzásról sok helyen lehet olvasni az interneten, én pedig nem vagyok profi ebben a témában, inkább csak kezdõ, ezért csak néhány
mondat erejéig térek ki a mûködésére, inkább a gyakorlati oldaláról megközelítve a dolgot. Jelen esetben a pákahegy hõmérsékletét 40msec
idõközönként megméri az MCU (azért kell ilyen sûrûn mérni, mert - mint ahogy korábban is említettem - igen gyors hõmérsékletváltozásra képes).
A cél-hõmérséklet, és az aktuális hõmérséklet különbségét fogjuk felhasználni a vezérléshez, ezt nevezzük hibajelnek. Elsõ körben a páka fütõ
teljesítményét a hibajellel arányosan vezéreljük, azaz minél nagyobb a hibajel (minél nagyobb az eltérés a kívánt és az aktuális hõmérséklet
között) annál nagyobb teljesítménnyel fûtjük a pákát. A PID szabályozásból ez a hibajellel arányos tag lesz a "P". A fûtés teljesítményét
PWM-el szabályozza az MCU, a PWM frekvenciáját úgy kell megválasztani, hogy azt semmiképpen se tudja lekövetni a fütõbetét, tehát átlagolni
fogja a PWM-el meghatározott teljesítményt. Jelen esetben 1kHz körüli a választott frekvencia (bár valószínûleg alacsonyabb frekvencia is
elegendõ lenne).
Az egyszerû arányos szabályzás egész használható, ha az arányos tag együtthatóját, (ami tulajdonképpen az erõsítés) jól választjuk meg,
de van egy kis problémája a dolognak: Ha a páka kezdi megközelíteni a cél hõmérsékletet, azaz a hibajel közelíti a nullát, akkor a fûtõ
teljesítmény is a nullához közelít - márpedig nullához közelítõ fûtõteljesítménnyel sosem fogja elérni a páka a cél hõmérsékletet, hanem egy
valamivel alacsonyabb hõmérsékletre fog beállni. Ezért szükség lesz egy egyfajta offszetre ami a pontos értékre tudja beállítani a hõmérsékletet.
Egy statikus értéket hozzáadva a kiszámolt fûtõ teljesítményhez, ez elméletileg megoldható, de a gyakorlatban a páka hõterhelése változó, és a cél
hõmérsékletet is szeretnénk az éppen aktuális igényünkhöz igazítani. Emiatt egy önbeálló megoldásra van szükség, ez lesz a szabályozás "I"
része. Tehát hibajel integrálját is számoljuk, és egy megfelelõ együtthatóval szorozva korrigáljuk vele a fûtõ teljesítményt. Amíg a hibajel
pozitív, addig az integrál érték folyamatosan növekszik, és ezzel a fûtõ teljesítmény is. Negatív hibajel esetén (ha a hõmérséklet magasabb,
mint a beállított érték) az integrál érték csökkenni fog. Ha a hibajel a nullához közelít, akkor az I értéke közel állandó marad.
Megfelelõ együttható választása esetén ahogyan a P tag és a hibajel csökken, úgy közelíti meg az I a szükséges értékét, a hõmérséklet tartásához.
Ezzel már elérhetõ, hogy a pákahegy hõmérséklete nagyon pontosan megközelítse a beállított hõmérsékletet. A gyakorlatban, változó,
de nem szélsõséges hõterhelés esetén, azaz pl. forrasztás közben, néhány fok pontossággal tudja tartani a beállított hõmérsékletet, közel
álladó hõterhelés esetén pedig kb. tizedfok pontosan. (Csak zárójelben jegyzem meg, mivel nem saját mérés eredménye, de a Weller gyári
forrasztóállomása csal a mért hõmérséklet kijelzésével, azaz elrejti a szabályozás hibájából eredõ viszonylag nagy hõmérséklet ingadozást.
Nekem viszont már a legelsõ prototípus esetében sem volt szükségem ilyesmire.)
A pákahegy hõterhelése használat közben hirtelen meg tud változni, pl. vizes szivacson húzzuk le a pákát, vagy pl. nagy hõelvonó képességû
és még hideg felület forrasztását kezdjük el. Itt jön a képbe a PID szabályzás "D" része, azaz a hibajel deriváltja. A hõmérséklet,
illetve a hibajel gyors megváltozásakor a D rész értéke is megnõl. Ha ezt egy megfelelõen megválasztott együtthatóval szorozva
szintén hozzáadjuk a szabályozó jelhez, akkor a hirtelen hõelvonást, egy nagyobb fûtõteljesítmény-lökettel próbálja kompenzálni.
Tehát a szabályozás jóságát, magyarán, hogy pl. milyen hárokon belül tudja tartani a szabályozás a hõmérsékletet, vagy milyen gyorsan
korrigálja a változásokat, összességéban a P, I és D együtthatóinak beállítása fogja meghatározni (temészetesen a pákahegy fizikai
tulajdonságai által meghatározott lehetõségeken belül). Az együtthatók bármelyikének megváltoztatása hatással lesz a szabályozás mûködésére.
Ha a P együtthatóját nagyon nagyra választjuk (tehát a szabályozó erõsítése túl nagy) akkor a szabályozás ki/be kapcsolgatós szabályzásként
fog mûködni, és minden egyes kapcsolás alkalmával túllendül, illetve alá megy a beállított hõmérsékletnek. Alacsony erõsítés esetén
pedig kevésbé pontos, és lassú lesz a beállás.
Túl nagy I együttható esetén a szabályozás hatalmas lengéseket produkál, esetleg ezek a lengések állandósulnak is (gerjed).
Alacsony érték esetén túlságosan lassú lesz a beállás, és nehezen tudja követni a terhelés változásait. Mindkét értéknek meg kell
találni az optimumát, ami mindenképpen egy-egy kompromisszum eredménye lesz, hiszen a követelmények is állandóan változnak,
pl. a célhõmérséklet, a pákahegy tipusa és hõtömege, a forrasztandó felület hõelvonó képessége, stb...
A D együttható, túl nagy értéke esetén begerjed a szabályozás, optimális értékû együttható esetén gyorsítja a beállási idõt, és csökkenti
a lengések amplitudóját, a nulla együtthatójú esethez képest. Túl alacsony értéket nehéz definiálni, mert D nélkül is mûködik a szabályzás,
(ilyenkor PI szabályzásról beszélünk). Tapasztalatom szerint, a JBC páka esetében a D talán kisebb jelentõségû, mert maga a páka kicsi tömegû,
és ehhez képest nagyon nagy teljesítménytartaléka van, ezért a PI szabályzás önmagában is gyorsan dolgozhat. De a D paraméterének ésszerû
megválasztásával kicsit még javíthatók a szabályzás tulajdonságai.
Nyilván forrasztás közben kell a legjobban viselkednie a szabályzásnak, de a pákahegy hõmérsékletét két forrasztás között is meg kell tartani.
Ezért a PID szabályozásba néhány további feltétel szerint még beavatkozik a program. Pl. a hibajel nagyságától is függ hogy figyelembe
veszi-e az I és D tagot, illetve ettõl függõen korlátozhatja a maximális változási sebességét, és limitálja az abszolút értékét is.
A forrasztóállomás hardverének megtervezésekor számos szempontot kell figyelembe venni.
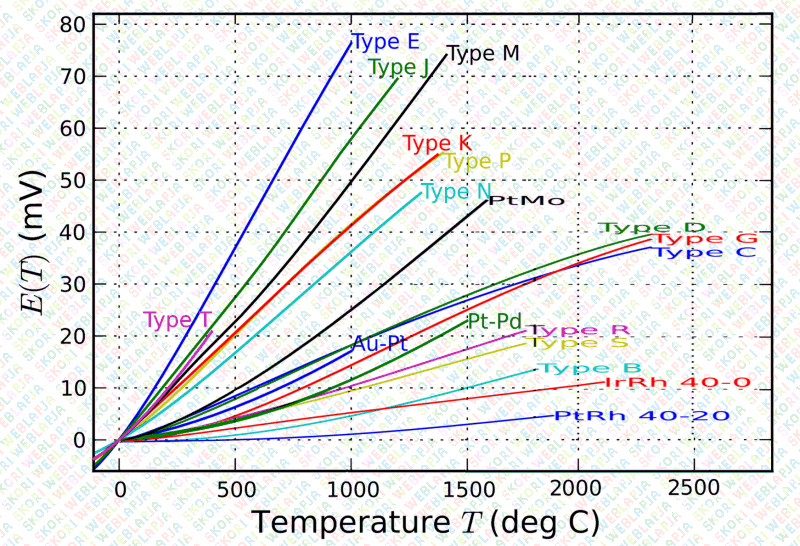
- A pákahegyben levõ termoelem relatíve kicsi jelet ad. Mivel semmilyen leírásban nem találtam meg az interneten, hogy
milyen tipusú termoelem van a JBC pákahegyekbe építve, ezért a termoelem adatok gyûjtése mellett, azt is megmértem, hogy mekkora
feszültséget kapok a termoelemen adott hõmérséklet mellett.
A JBC pákahegy esetében, méréseim szerint ez 25...26µV/°C. A fenti ábra alapján ez a PtMo vagy az N tipusú
termoelemre hasonlít, tehát valószínúleg valami ilyesmi van a pákhegybe beépítve. Sajnos nincs bõvebb információm
a JBC pákahegybe épített termoelem tipusáról és pontos hõfok/feszültség karakterisztikájáról. Ezért szívesen
fogadnék errõl bõvebb leírást is - ha valakinek rendelkezésére áll ilyen.
A fenti mért értékbõl látszik hogy a termoelem jelét erõsíteni kell (nem is keveset), hogy az MCU-ban levõ
A/D konverter 12bites felbontását ki tudjuk használni (és ha már a lehetõsége adott, akkor használjuk is ki).
Erre a célra mûveleti erõsítõt használok, aminek meg kell felenie az alábbi követelményeknek:
Mivel nem akartam kettõs ± feszültséget használni az erõsítõ táplálására, olyan tipus kellett ami az MCU szimpla 3,3V-os
tápjáról is jól mûködik, és a teljes feszültség tartomány kihasználható (Rail-to-Rail Input/Output).
Több interneten publikált kapcsolásban láttam olyan opampot, amelynek a specifikált offeszet feszültsége 2...3mV körüli.
Ha utána számolunk, ekkora offszethiba akár ±120°C mérési hibát is bevihet. Ez szerintem nem engedhetõ meg,
és az ezzel mûködõ áramkörök használhatósága csak a szerencsén múlik, tehát azon, hogy a megvásárolt opamp offszethibája,
a használati körülmények között kisebb, mint amit specifikáció egyébként megenged. Persze lehet különféle módon, szoftveresen,
és/vagy hardveresen próbálkozni az offszethiba kompenzálásával, de manapság sokkal célszerûbb olyan
opampot választani, ami kellõen alacsony offszethibájú. Jelenleg nem probléma 1...2µV-nál alacsonyabb offszethibájú
opamp beszerzése sem. Az általam választott tipus 25µV maximális offszethibájú, ami maximálisan 1°C mérési hibát okozhat,
úgy gondolom ennyi már belefér, cserébe ez az opamp viszonylag olcsó, és gyakorlatilag probléma nélkül feldolgozható vele
a termoelem által adott feszültség.
A pákának 3 kivezetése van, (fûtés, termoelem, és közös pont), fûtés közben a vezetékeken esõ feszültség jóval nagyobb,
mint a termoelem feszültsége, ezért a hõmérséklet csak akkor mérhetõ meg, ha a páka fûtése éppen szünetel, egyébként az
opamp simán túlvezérlõdik a vezetéken esõ feszültség miatt (ez utóbbi amúgy ügyes kapcsolástechnikával kivédhetõ).
Az opamp túlvezérlése azért probléma, mert ilyenkor hosszú lesz a feléledési ideje, azaz a szoftverben sokkal többet kell
várakozni míg a hõmérsékletnek megfelelõ feszültség megjelenik az A/D konverter bemenetén, ahhoz az esethez képest,
amikor elkerüljük az opamp túlvezérlõdését. Tehát ha azt szeretnénk, hogy a szoftverbe ne kelljen a feltétlenül
szükségesnél hosszabb (tehát felesleges) várakozásokat bépíteni, akkor érdemes lesz olyan áramkört tervezni ami meggátolja
az opamp túlvezérlõdését.
A forrasztóállomás tápfeszültsége névlegesen 22V (12-24 V), ebbõl a tápfeszültségbõl kell a pákahegyet fûtõ PWM
feszültséget elõállítani. Ezt a legegyszerûbben P csatornás MOSFET-el lehet megoldani, amelynek a vezérlését,
az MCU által elõállított PWM jel adja egy 3db tranzisztorból álló szintillesztõ és meghajtó áramkörön keresztül.
Az 1kHz-es PWM frekvencia, bár nem túl magas, de azért célszerû a kapcsoló FET gyors, és korrekt vezérlését biztosítani,
a jó hatásfok érdekében (magyarul, hogy ne melegedjen feleslegesen a FET). Ezen kívül késõbbi terveim között szerepel
más PWM frekvencia kipróbálása is (akár a jelenleginél alacsonyabb pl. n*100Hz, akár a hallható ferekvenciatartomány felett pl.
20kHz-en vagy kicsit feljebb), bár a jelenleg használt 1kHz esetében semmilyen problémát nem tapasztaltam eddig.
A forrasztóállomás hardveréhez, a pontos méréshez szükséges egy feszültség referencia. Ugyan az MCU-ba épített referencia
is használható, de néhány internet oldalon valamiért külsõ referenciát használnak, és mivel szerettem volna biztosra
menni, ezért ezt a megoldást választottam, egy filléres TL431 felhasználásával.
A hõmérséklet mérésére szolgáló termoelemrõl tudni kell, hogy a feszültsége nem a hõmérséklet abszolút értékével arányos,
hanem a környezeti hõmérséklethez képest mér. Ezért az MCU egyik analóg bemenetére egy hõszenzort kapcsoltam, a
környezeti hõmérséklet mérése céljából. Egyébként az MCU is tartalmaz hõmérõt, de az több okból sem használható:
az MCU belseje ugyanis jóval melegebb a környezetnél, és függ az MCU terhelésétõl. A nagyobbik gond, hogy a távolkeletrõl
rendelt (feltehetõleg hamisított, de egyébként mûködõ MCU) belsõ hõmérõje vagy rossz, vagy nem létezik....
A forrasztópáka fûtõtestjének felvett teljesítménye a PWM-en kívül, a tápfeszültség abszolút értékétõl (konkrétan a
feszültség négyzetével arányosan) is függ, ezért a szoftver ezt is figyelembe veszi a PWM kitöltési tényezõjének
beállításakor. Ehhez azonban az MCU egyik analóg lábát felhasználva mérni kell a tápfeszültség értékét is.
(Cserébe az áramkör, bár névlegesen 22V-ra méretezett, de valójában széles tápfeszültség határok között mûködõképes.)
Szükséges még egy segéd tápegység, ami a kijelzõ és a BluePill panel számára elõállítja az 5V-os tápfeszültséget.
Erre a célra egy kicsi, SOT23-as tokozású, step-down konverter céláramkört használtam fel.
A BluePill pedig már tartalmazza az MCU-hoz szükséges 3,3V-os LDO stabilizátort.
Kijelzõként egy olcsó és általánosan használt 2x16 karakteres alfanumerikus LCD kijelzõt használtam fel.
De mivel nem akartam sokat vezetékezni, ill. sok I/O lábat sem felhasználni, ezért az alábbi cikkben szereplõ módon,
mindössze 2db I/O lábat felhasználva vezéreltem a kijelzõt: LCD kijelzõ vezérlése 3 ill. 2 I/O lábon
A zárlatvédelem megvalósításához szükség lesz a pákák áramkörébe egy-egy sönt ellenállás beiktatására,
és megfelelõ komparátorra, a söntön esõ feszültség figyeléséhez. A komparátor, túláram érzékelése esetén
letiltja a PWM jelet, reteszelõdik, és az MCU számára jelzi ezt az üzemállapotot. A PWM letiltásának feloldása
a terveim szerint a szoftverbõl is lehetséges lesz. Ez a funkció jelenleg még nins megvalósítva.
A beállítások tárolásához egy külsõ EEPROM használatát tervezem. A jelenlegi terveken 1db i2c, és 1db 1wire illesztésû
EEPROM is szerepel. Gyakorlatilag a kettõ közül csak az egyiket kell majd beültetni a NYÁK-ba, de még nem dõlt
el melyiket választom. Tehát jelenleg még ez a funkció sincs megvalósítva. De a kinából megrendelt panel megérkezésekor
igyekszem mihamarabb ezt is beüzemelni (a korábban említett zárlatvédelemmel együtt).
Ezzel nagyjából az összes szükséges hardver elemet felsoroltam, ami a NYÁK-ra felkerül,
ill. kell még néhány nyomógombot bekötni egy-egy I/O lábra, a forrasztóállomás kezeléséhez.
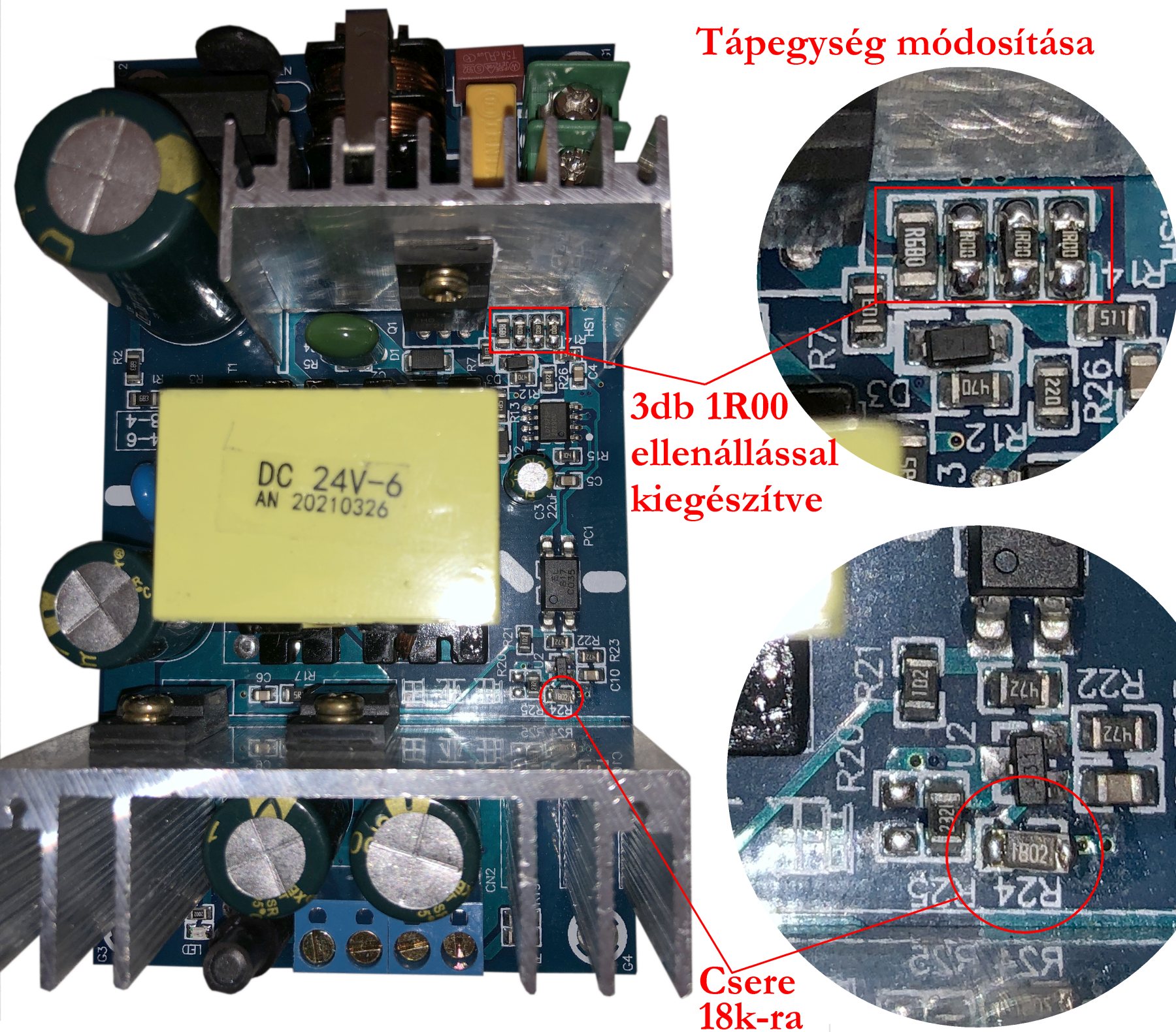
Természetesen szükség lesz még egy 22V körüli 7...8A csúcsáramot kibíró, de max 100W átlag teljesítményt tudó
tápegységre. Erre a célra egy távolkeletrõl rendelt, 24V / 6A terhelhetõségû flyback hálózati tápegységet
használtam fel, kicsit meghekkelve azt:
A visszacsatolásának a módosításával a feszültségét lecsökkentettem 22V körülire. A tápegység kapcsoló FET-jének
a source körében levõ söntre pedig forraszottam egy további söntöt, hogy az áramhatárt kb. 9A-re növeljem meg.
Ezt nyilván tartósan nem bírná el ez a tápegység, de erre nincs is szükség, csak a páka felfûtése idejéig,
azaz néhány másodpercig kell tudnia ezt az áramot. A páka forrasztás közbeni átlag teljesítménye szinte mindíg
bõven 50W alatti, két páka esetén sem fogja a 100W-ot elérni. Tehát a tápegység szinte még túl is van méretezve :)
A forrasztóállomás szoftverét egyébként úgy írtam meg (és a hardver is ennek megfelelõ felépítésû) hogy két pákás
üzemmódban a PWM vezérlés úgy mûködjön, hogy a két páka felváltva legyen csak bekapcsolva, átfedés nélkül.
Mivel normál használat közben (a felfûtés kivételével) mindíg 50% alatti a szükséges PWM kitöltési tényezõje,
így ez probléma nélkül megoldható. Ennek annyi az "ára", hogy ha a két páka egyszerre fût fel, akkor pár
másodperccel tovább fog tartani a felfûtés, mert mindkét páka max 50%-os pwm-el lesz fûtve. Azonban a kitõltési
tényezõt két páka esetén sem mindíg kell 50%-ra korlátozni, hiszen ha az egyik páka üzemel, és csak 10%-os PWM-nek
megfelelõ a teljesítmény igénye, akkor a másik páka akár 90% -al is fûthet, tehát nem észrevehetõ a felfûtési
idõ meghosszabbodása. Azt is érdemes megjegyezni, hogy az 50%-os PWM több mint 75W teljesítményt jelent a
névlegesen 50W-os pákán, tehát ez az állapot sosem állhat fenn hosszabb ideig. A gyakorlatban pedig még nagy
hõterhelés esetén (pl. nagyobb felületek forrasztása) sem nagyon megy 30W fölé a páka teljesítményfelvétele.
Így a tápegység is kimélve van, és probléma nélkül ki tudja szolgálni akár 2db forrasztópáka együttes használatát is.
Skori@2020.08.03
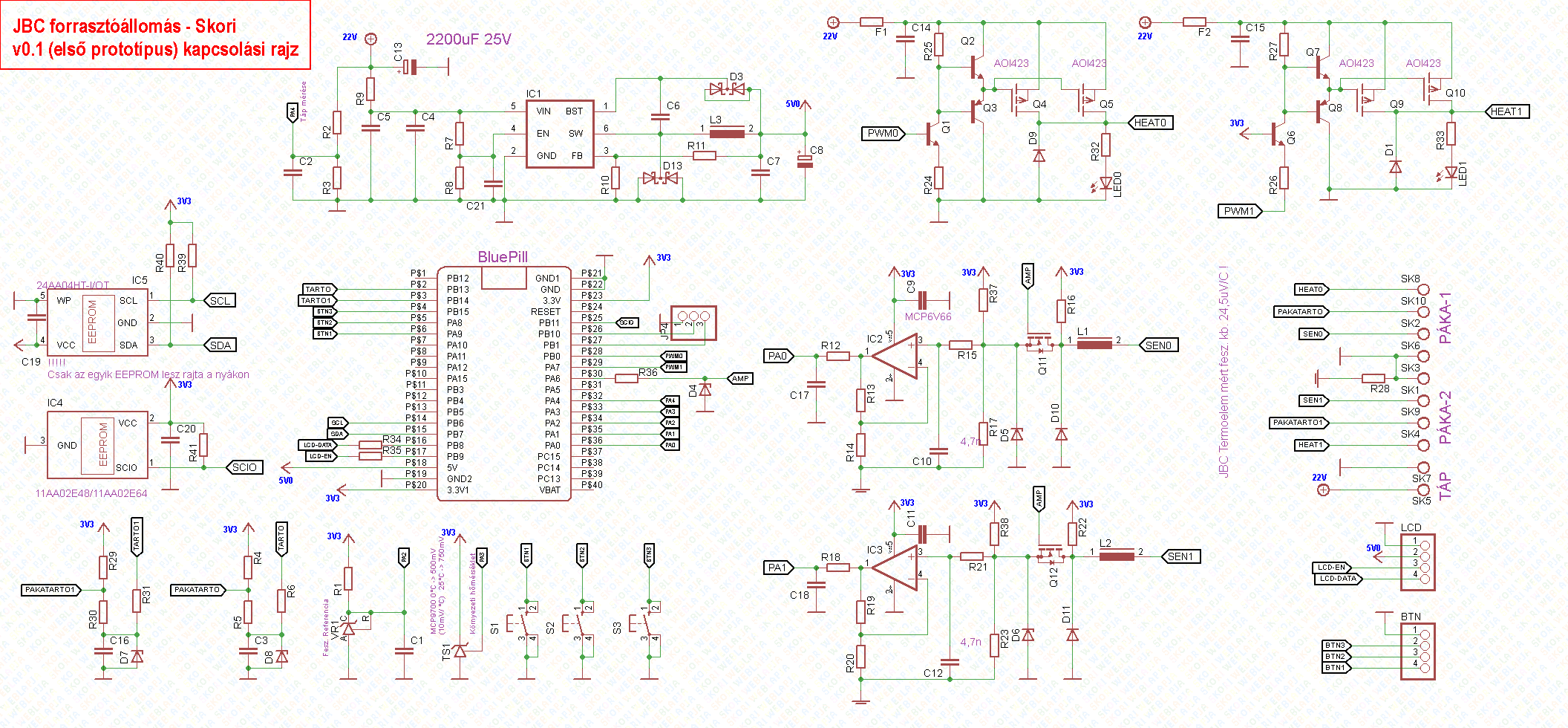
Miután sikerült összeszedni, hogy kb. mire van szükség a hardver felépítéséhez, nézzük az elsõ prototípus kapcsolási rajzát.
Ezen a kapcsolási rajzon még nem szerepel túláram védelem, és a két EEPROM sem került fel a panelre. A rajz egy része pedig
a protitípuson történt hekkelésekhez lett igazítva, ugyanis menet közben kiderült néhány olyan dolog amire a tervezéskor nem
számítottam. Sajnos a kapcsolási rajzot nem tudtam volna úgy lekicsinyíteni, hogy a feliratai olvashatók maradjanak,
ezért (megjelenítõtõl függõen) szélesebb lehet mint az oldal, és a kép alatti görgetõsávval lehet mozgatni.
A kapcsolási rajz felsõ részén látható az 5V-ot elõállítõ step-down konverter, mellette jobbra a két PWM
meghajtó. A két PWM fokozat közül az elsõ nem-invertáló módban, míg a másik invertáló módban mûködik.
Alattuk a szövegben is felsorolt hardver elemek. Ami esetleg bõvebb említést érdemel:
a termoelemek jelét erõsítõ áramkörök.
A mûveleti erõsítõ bemenetén, és kimenetén is látható egy-egy R-C aluláteresztõ szûrõ. Ezek idõállandója
sokkal rövidebb, mit az opamp beállíási ideje, elsõsorban zajszûrés miatt lettek beépítve. Ennek a részegységnek
talán a legérdekesebb része a Q11, Q12 FET. A szoftver úgy mûködik, hogy amikor eljön a következõ 40ms-os ciklus,
illetve a mérés ideje, akkor kikapcsolja a PWM-et, majd ezután bekapcsolja a két FET-et. Az erõsítõk bemenete
csak ekkor, a mérés idejére lesz rákapcsolva a termoelemre. A mérés végén az MCU kikapcsolja a két FET-et,
kiszámolja az új PWM értékeket, és visszakapcsolja a PWM jelet. Ez a megoldás meggátolja az opampok túlvezérlõdését,
amikor a páka fûtése aktív. A FET-ek kikacspolt állapotában az R37/R17 ill. az R38/R23 osztókon kialakuló feszültség
miatt az opampok kb 150°C-nak megfelelõ értékre állnak be, azaz nincs kiülve a kimenetük egyik tápra sem,
és egy ilyen közbensõ értékrõl rövidebb idõ alatt tud beállni a méréskori értékre. A termoelem és a FET nyitott
állapotban mérhetõ ellenállása nagyságrendekkel kisebb mint az osztó, így a mérés pontosságát nem tudja elrontani.
Az áramkörbe beépített FET egyúttal megvédi az opamp bemenetét a túl nagy feszültségektõl is, még a FET nyitott
állapotában is. Ugyanis a gate elektródán levõ 3V feszültség miatt a source akkor sem tud 3V-ig emelkedni, ha a
drain elektródára rákerül a 22V tápfeszültség, hiszen ha a source feszültsége emelkedik akkor a FET lezár.
Az R16 és R22 ellenállás akkor kap szerepet, ha a termoelem nincs csatlakotatva, ilyenkor az opamp bemenetét felhúzza,
és az A/D kiül a maximális értékre. Ebbõl "tudja" a szoftver, hogy nincs páka csatlakoztatva (vagy szakadt
a termoelem vezetéke). A D10, D11, és az L1, L2 utólag került az áramkörbe. Ugyanis nem számoltam vele,
hogy a PWM kikapcsolásakor, feltehetõleg a vezetékek kapacitása/induktivitása miatt, a termoelem bemenetre
egy nagy negatív impulzus kerül (kb. -3V), ami szintén az opamp kiakadását és lassú feléledését okozta. Emiatt
került be a két említett shottky dióda az áramkörbe. Sajnos ez a negatív ipulzus akkora áramot hajtott át a diódákon,
hogy az csak kb. -1V körül tudta megfogni a feszültésget. Viszont ez az impulzus rövid ideig tarott, ezért adta magát,
hogy egy sorbakötött kicsi induktivitással szépen korlátozható anélkül, hogy további számottevõ soros
ellenállást kötnénk be a mérõ körbe. Ezzel a kiegészítéssel teljesen stabillá vált az opampok mûködése.
Csak csendben megjegyzem, hogy ennek a hibának a felderítése és elháritása, oszcilloszkóp nélkül sokkal nehezebben
ment volna, mert a szoftverben elõször csak annyi látszott, hogy néha nagyon hosszú ideig kell várakozni, a PWM kikapcsolása után,
hogy megfelelõen lehessen mérni a pákahegy hõmérsékletét.
A hõmérséklet mérésekor egyébként az MCU valójában nem egyetlen mérést végez, hanem az A/D konverterrel 128db mintát vesz,
ezeket összegzi, majd egy kalibráló kontstans-al elosztja úgy, hogy az eredményt tizedfokban kapja meg.
Ehez persze a termoelem tulajdonságából eredõ, relatív mérés miatt, még hozzá kell adni a környezeti hõmérsékletet,
amit a PA3 bemenetre kapcsolt MCP9700A szenzor segítségével mér meg az MCU. Ez ugyan nem egy túl pontos eszköz, de
annál mindenképpen pontosabb, mintha a szoftver fix 25°C környezeti hõmérséklettel számolna, vagy éppen
figyelmen kívül hagyná, hogy a termoelemmel relatív hõmérsékletet mérük (azaz a termoelem feszültsége csak
azt mondja meg, hogy mért pont hõmérséklete mennyivel melegebb mint a termoelem hideg vége, illetve a környezeti
hõmérséklete).
A beépített opampokról még annyit, hogy az adatlap szerint 2MHz-es sávszélességük, azonban tudni kell, hogy
ez az 1x-es erõsítésre vonatkozik, 250x-es erõsítés mellett a várható sávszélesség is ilyen arányban csökken,
tehát mindössze kb. 8kHz-re. A gyakorlatban a pwm kikapcsolása után, kb 100µs idõre van szükség
mire az opamp kimenete beáll a hõmérsékletnek megfelelõ értékre. Ugyanakkor ha az opamp bemenetét nem védjük
meg a durva túlvezlérléstõl, akkor ez az idõtartam megnövekszik az opamp feléledési idejével, ami sokszorosa lenne
a jelenlegi beállási idõnek. Mivel a mérés idejére ki kell kapcsolni a fûtést, ezért nem mindegy, hogy ez mennyi ideig tart.
A kapcsolási rajz bal oldalán két EEPROM is van, az MCU szoftvere pedig jelenleg még egyiket sem "ismeri".
Mindkét típusból rendeltem pár darabot, és késõbb kiderül majd, hogy melyik marad meg a végleges megoldásban
(még az is lehet, hogy mindkettõ - de ezt nem ígérem).
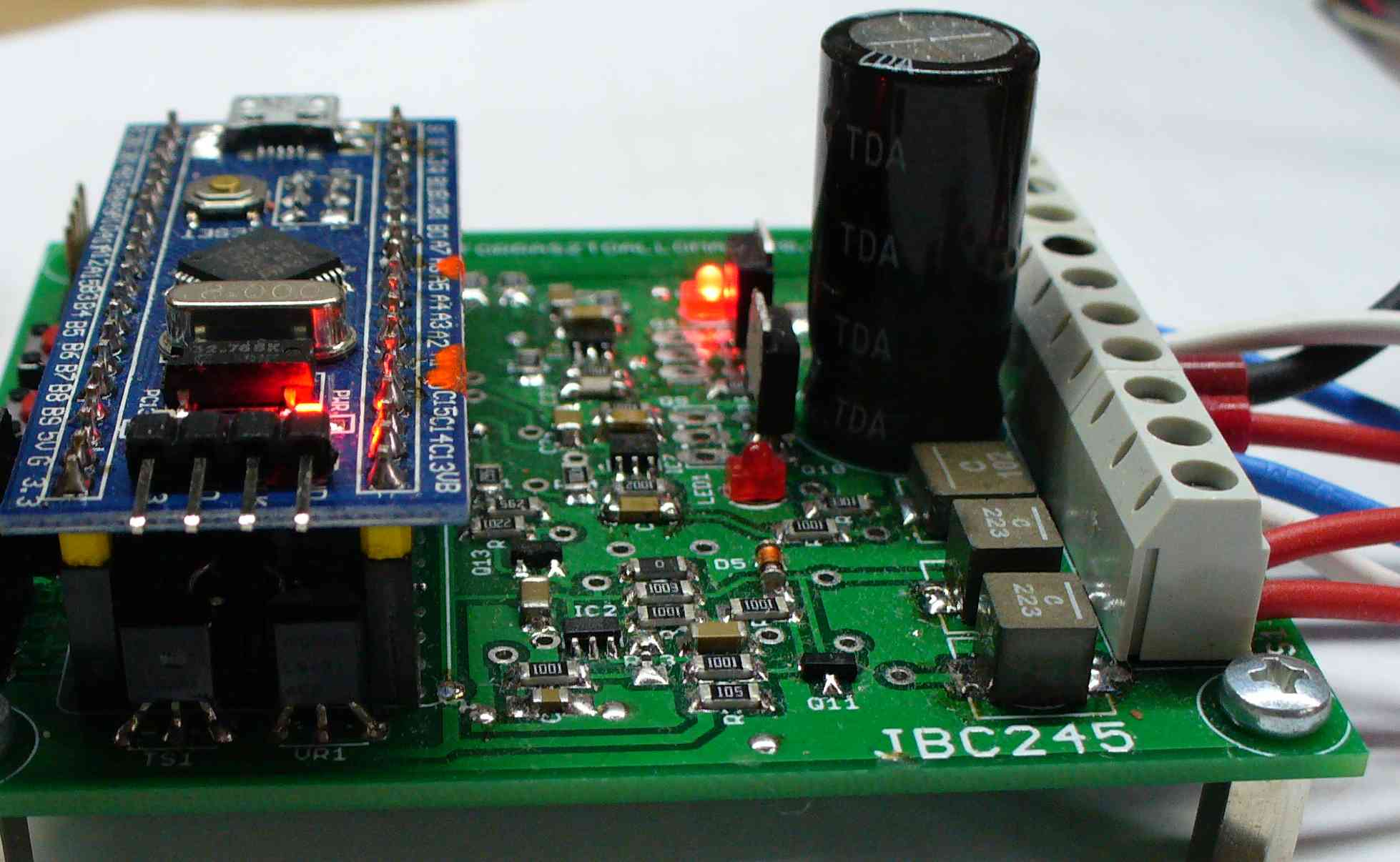
Beteszek néhány fotót a prototípusról (bocs a mobilos fotók képminõsége miatt, most csak ez volt kéznél):
A szoftverben annyit "csaltam" hogy a célhõmérséklethez 0,5°C-ot hozzáadok, hogy ha a kijelzett érték ingadozik akkor csak fõleg a tizedesek
tegyék ezt, a fok érték már legyen stabil. Ugyanis szerintem (is) felesleges a tizedfokos hõmérséklet kijelzés, elég lesz fokra kerekíteni,
a kerekítéskor pedig nagyon jól fog jönni az a fél fok plussz ;)
Készült egy videofelvétel is (szintén telefonnal, és szabad kézzel súlyosbítva a minõségét - bocs). Ezen a felfûtés folyamata, és egy nagy
rézfelület forrasztása látszik majd -amennyiben nem rettentette el a kedves olvasót a képek minõsége :)
A videóban a kijelzett hõmérséklet valós, és az idõ sincs manipulálva. Érdemes megfigyelni, hogy komolyabb hõterheléssel
(nagy rézfelület) is milyen könnyedén megbírkózik, illetve a led fényén is látszik, hogy mikor "tekeri fel vagy le" a PWM-et a
forrasztóállomás. A felfûtés ideje amúgy kicsit még gyorsabb is lesz a felvételen láthatónál, ugyanis utólag vettem észre,
hogy csak 20V-ról tápláltam a forrasztóállomást.
Utólag beszúrok ide egy oszcilloszkópos mérést, amin a páka felfûtési folyamata látszik.
Kék csatorna: a termoelem erõsítõ kimenete (azaz a hõmérséklet).
Lila csatorna: a fütõbetétet meghajtó pwm jel.
Sárga csatorna: a termoelem erõsítõ bemenetét ki/be- kapcsoló "AMP" jel.
A mérésbõl megfigyelhetõ, hogy amikor a sárga csatornán látható a felfutás (bekapcsol az opamp bemenetén a FET),
utána kezd beállni az opamp kimenete a hõmérsékletnek megfelelõen,
amihez 100µs-nál valamivel kevesebb idõ kell (0,5 osztás a szkópon).
Skori@2020.08.04 - Nemsokára folytatom...
Elérkezett a folytatás ideje, ugyanis megérkeztek a gyári nyákok, és be is üzemeltem az egyik panelt, amelyrõl mindjárt be
is teszek néhány fotót.
De elõtte még annyit, hogy elgondolkoztam mi legyen a sorsa a fenti videóban is szereplõ, házi
gyártású panelre épített kis készülék sorsa. Ugyanis egészen jól mûködik, annyi a hátránya, hogy nem jegyzi meg a beállított
hömérsékletet, hanem 320°C-os beállítással indul, és ezt lehet állítani, a zárlatvédelem pedig olvadóbiztivel van megoldva.
Meg persze magán viseli a kisérletezés, és hekkelések nyomait. Ettõl eltekintve viszont kimondottan jó.
Tehát mielõtt szétszedem, és az alkatrészeit felhasználom, itt felajánlom, hogy ha valakinek esetleg megtetszik akkor
alkarész-ár környékén elviheti, (tehát beültetett a panel, felprogramozott mikrovezérlõvel, és a kijelzõvel együtt).
Ez az ajánlat 2020 október 15.-ig él. Szerk: A panelbõl azóta kiszedtem néhány alkatrészt, és a továbbiakban
tartalék alkatrész forrásként tekintek rá....
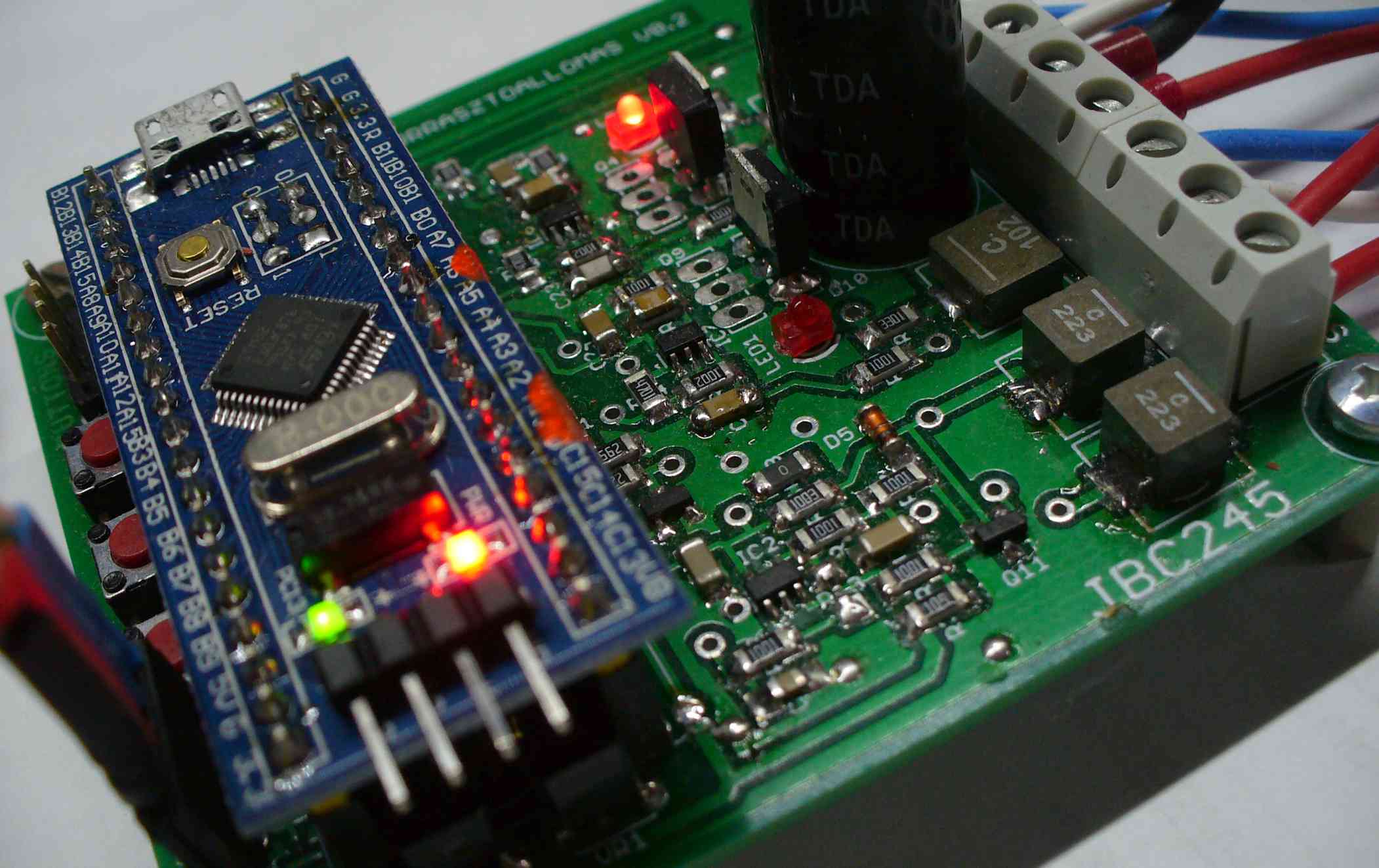
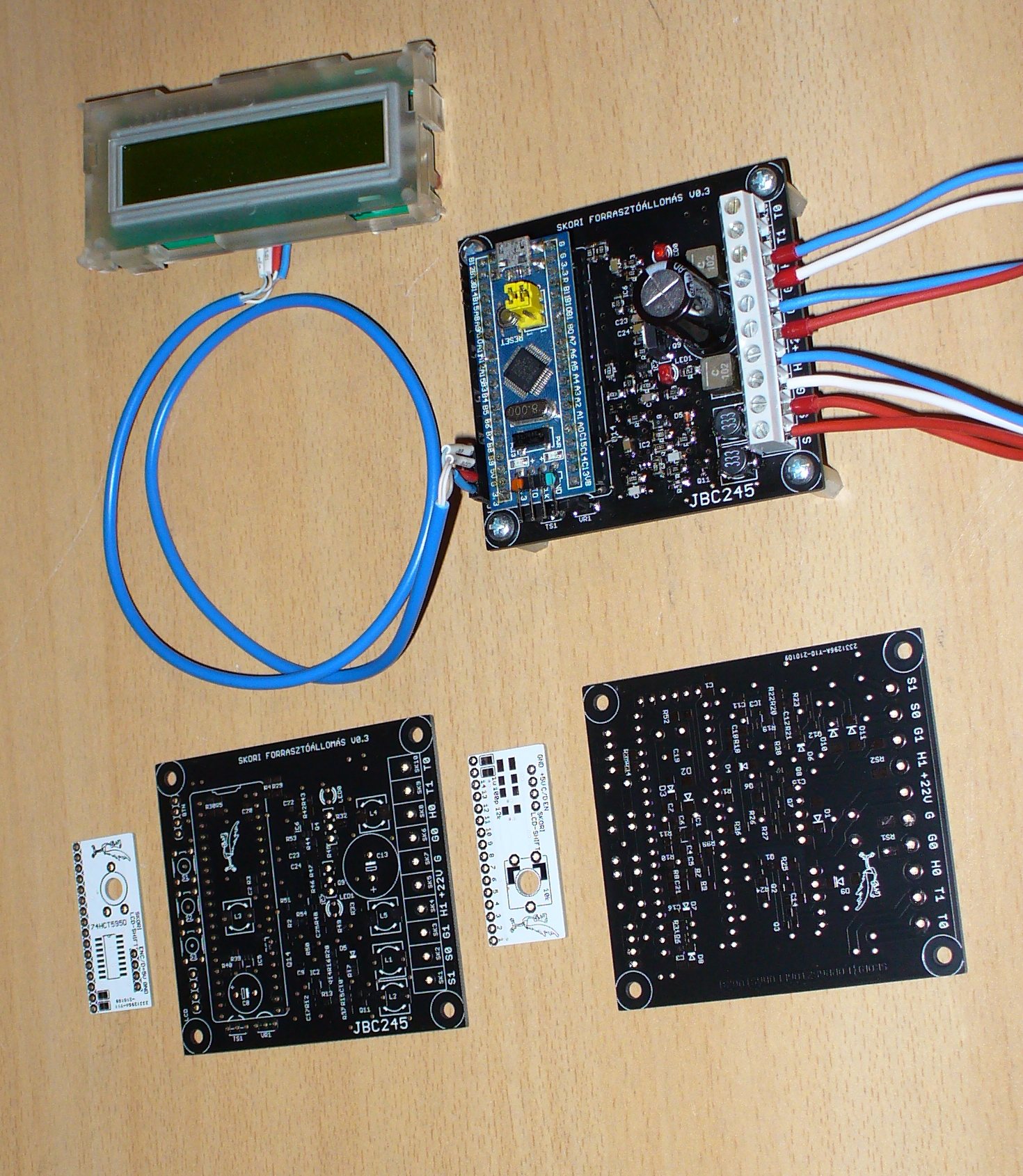
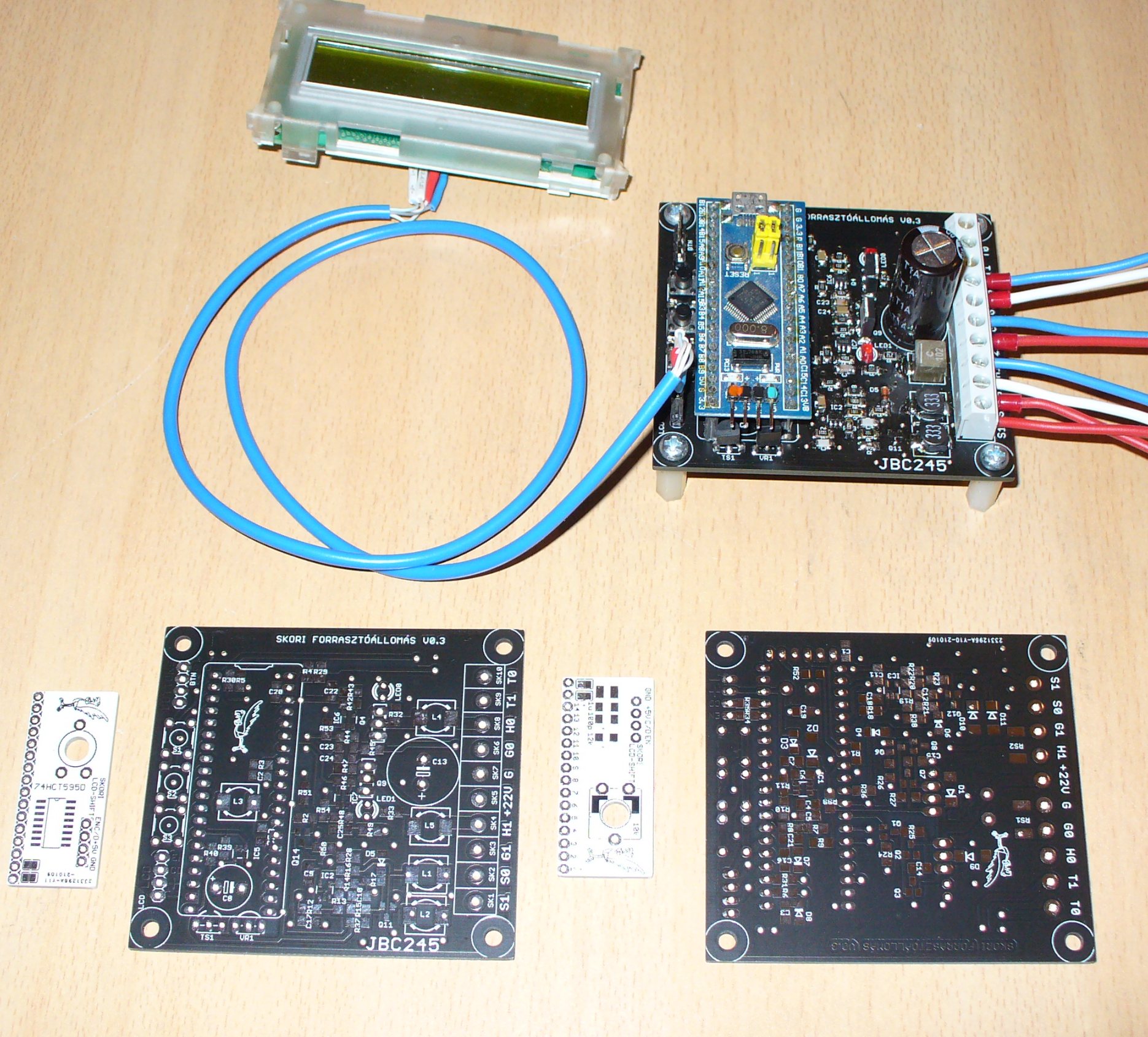
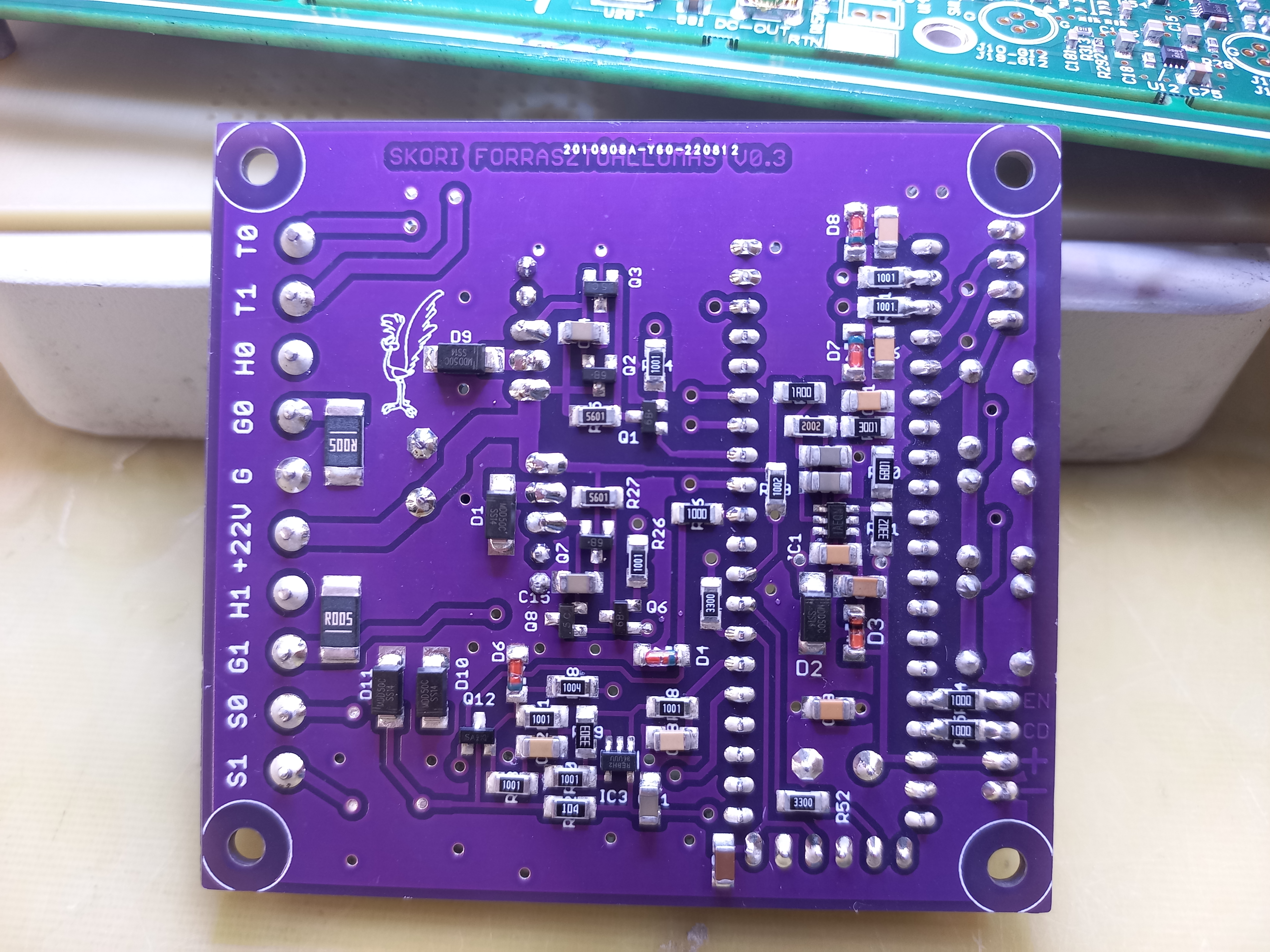
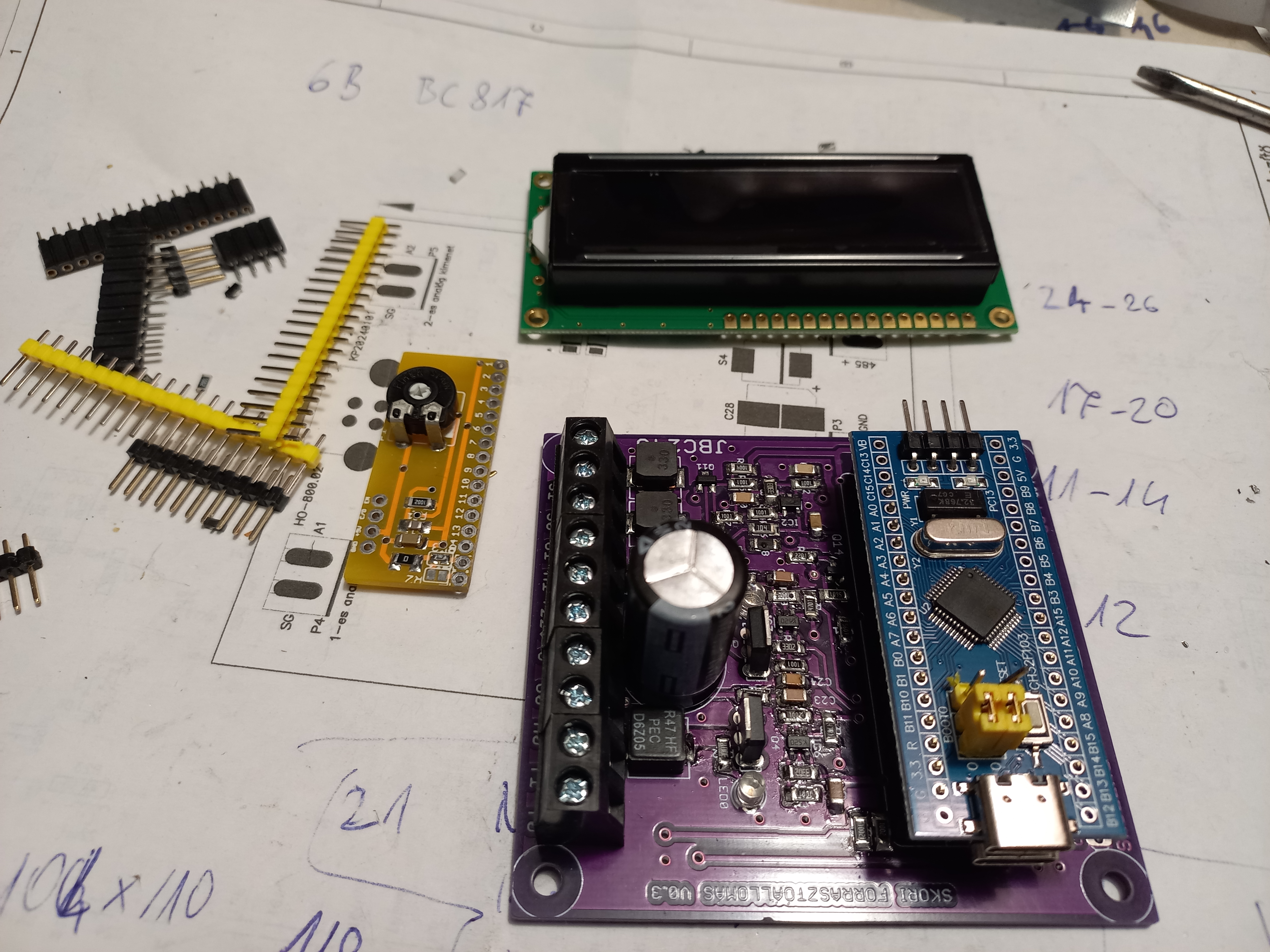
Most pedig jöjjenek az ígért fotók, a gyártatott nyákról (nagyobb mérethez katt rá):
A panelen levõ áramkör, a korábbihoz képest kiegészült egy túláram védõ kapcsolással, illetve a korábbi módosításokat is ráterveztem.
Ennek ellenére pár apróbb módosításra mégis szükség volt, mert menet közben kiderült még pár olyan dolog amit a tervezéskor nem vettem figyelembe.
Ugyankkor ezek a módosítások már nem jelentõsek, kultúrált módon, szépen ráépíthetõk a panelre, szinte nem is észrevehetõk.
Miben tud többet ez a panel mint az elõzõ prototípus? A legfontosabb különbség, hogy
a prototípuson a zárlatvédelem olvadóbiztivel volt megoldva, ezen viszont egy elektronikus megoldás van. A túláramvédelem mûködését észleli
az MCU, és képes resetelni is az áramkört. A tesztelés során sokszor rövidre zártam a páka fûtõbetétjét, amit az áramkör probléma
nélkül elviselt. A nyákra felkerült két EEPROM, az egyik 1wire, a másik i2c illesztésû. Azért kellett kétféle mert nem tudtam elõre,
hogy melyiket tudom majd könnyebben életre kelteni, ugyanakkor minkettõ filléres darab. A jelenelgi szoftver csak az i2c-s, 24AA04
tipusú, és ezzel kompatibilis EEPROM-ot kezeli, (a 11AA02-t nem kell beültetni, de talán egy késõbbi szotver verzióba bekerül ennek a kezelése is).
A pwm Alpha & Omega Semiconductor gyártmányú, AOI423 tipusú kapcsolófetje nagyon bevált, eredetileg 2x2dbFET-et terveztem a panelre,
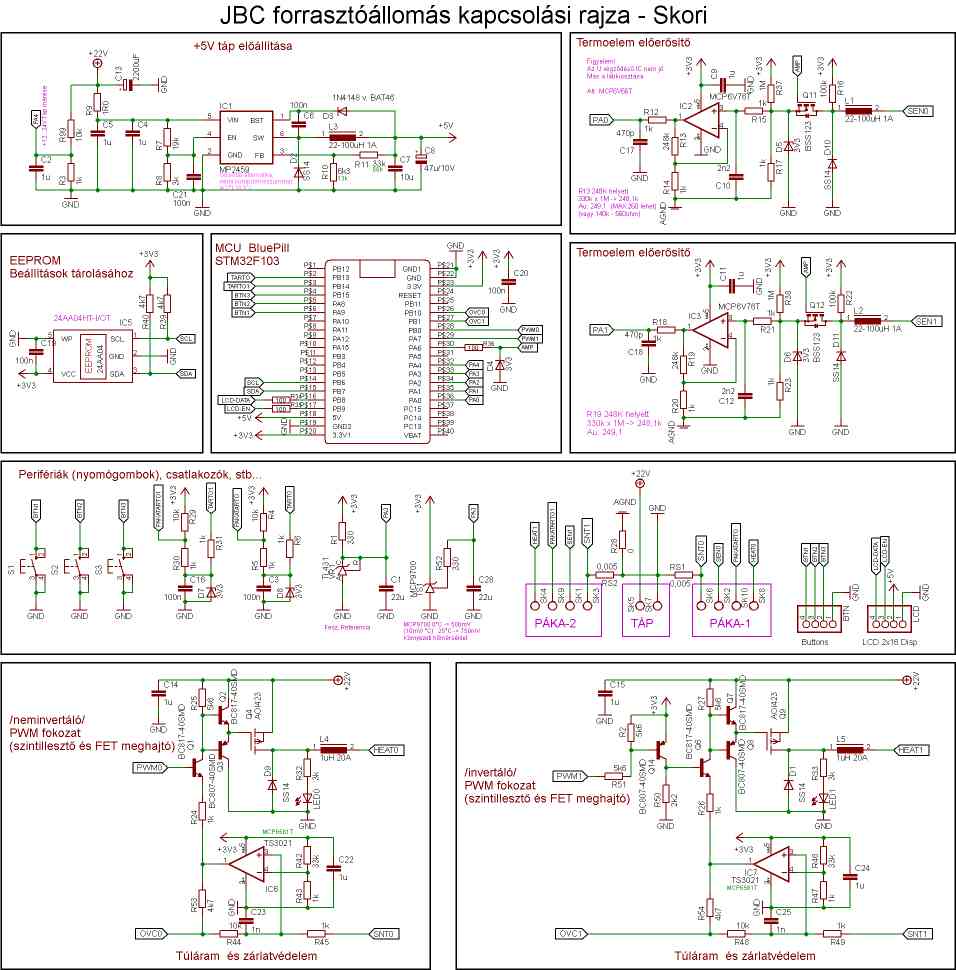
de gyakorlatilag 1-1db FET-is elegendõ az áramkörbe, és így sincs érezhetõ melegedés. Nézzük a kapcsolási rajzot (katt rá a nagyításhoz):
A páka fûtését biztosító pwm kimenetekkel sorosan bekerült egy-egy nagyáramú, de mindössze 1µH induktivitású tekercs. Ez az induktivitás
érték nagyon kevés lenne arra a célra, hogy az áram hullámosságát simítsa, egészen más a feladata. Amikor a kimenetre rövidzárlat kerül,
akkor IC6/IC7 komparátor érzékeli a túláramot, és letiltja a pwm-et. Azonban ennek az áramkörnek reakcióideje véges, akár 1µsec vagy hosszabb
ideig is eltarthat mire lekapcsol. A kimeneten levõ 1µH induktivitás korlátozza az áram növekedési sebességét. Zárlat, vagy túláram
keletkezésekor a kimenõ/zárlati áram folyamatosan növekszik (µsec-onként kb. 20A-el) egészen a lekapcsolás pillanatáig. Tehát a lekapcsoláskor
nem akármekkora, hanem egy jól méretezhetõ ill. kézben tartható nagyságú áram fog folyni, ami a gyakorlatban jóval kisebb lesz, mint a kapcsolóFET
maximális (70A-es) áram terhelhetõsége. Ezért a kimeneti rövidzárlat nem tesz kárt az áramkörben, sõt még a tápegység kimeneti feszültsége sem
fog letörni ennyire rövid idõ alatt, és pl. két pákás üzemmódban a másik páka zavartalanül mûködik a zárlat teszt közben is. A gyors áramkorlát
mûködése látványosan csökkenti pl. a szándékos a rövidre záráskor keletkezõ szikrát is, annyira, hogy gyakorlatilag nincs látható szikrázás,
csak kikapcsolja a pákát és a kijelzõn megjelenik egy F-betû (fuse), ami a túláram védelem mûködését jelzi.
A mikorvezérlõ szofvere már megfelel a cikk elején leírt összes követelménynek, és kapott néhány további funkciót is. A MCU megméri a
forrasztóállomás tápfeszültségét (a pwm kiszámolásakor figyelembe veszi), a saját 3,3V-os tápfeszültségét, és a környezeti hõmérsékletet is.
Ezeknek az értékeknek a kijelzõn való megjelenítésére is van lehetõség, továbbá a pwm kitöltési tényezõje is megjeleníthetõ, %-os formában.
Lehetõség van mindkét páka kalibárló értékét módosítani, azaz beállítható, pontosítható a páka hõmérséklet mérése, és ennek megfeleõen a
szabályozás is. Bár ha kellõen pontos alkatrészekbõl építjük fel az áramkört, akkor a hõmérséklet mérés is kellõen pontos lesz alaphelyzetben is.
A pwm jel frekvenciáját egy kísérlet kedvéért állíthatóvá tettem, és végül ez bennemaradt az aktuális szoftverben is. Gyakorlatilag
több lépésben, 100Hz-tõl 7200Hz-ig állítható a frekvencia. A kisérletben 20kHz feletti frekvenciát is kipróbáltam, és teljesen használható
volt az is, de ekkora frekvencia már csak a pwm felbontásának csökkentése árán állítható be. 100Hz és 7200Hz között 10000 lépés a pwm
felbontása, tehát a kitöltési tényezõ 0,01%-os lépésekben állíható (de felbontást a harmadára csökkentve 21kHz is beállítható lenne). De ez már
csak a dolog "játék" része. A lényeg, a szabályozás: gyakorlatilag a beállított cél hõmérsékletet, a páka hõterhelésének változásai közben is
néhány fokon belül tudja tartani, kb állandó hõterhelés esetén pedig 0,1°C-on belül tartja a páka hõmérsékletét. Ennek érdekében a PID
szabályzást a korábban említett kis beleavatkozásokon kívül, még pár aprósággal kiegészítettem. A hõmérséklet mérése több érték átlagolásával
történik. Mivel a termoelem nagyon kicsi feszültséget ad, és nagy erõsítésre van szükség, még így is viszonylag zajos a jel. Ez annyit jelent hogy
a mért érték kb. ±0,1°C-ot ingadozik. Az ingadozás csökkentése céljából készítettem egy egyszerû algoritmust ami nagyon gyorsan
be tud állni az imbolygó értékek közepére - ez a függvényt elneveztem "filter"-nek. A PID szabályozás mûködésekor a cél-hõmérséklet közelében
a P tag a nullát közelíti, és az I értéke dominál. A P ilyenkor már szinte csak zajt vinne be, ezért a P értékét átküldöm a filter függvényen a
feldolgozása elõtt. Az I-t viszont nem kell (és nem is célszerû), mert az úgyis kiintegrálja a zajt. A D esetében fokozottabban
jelentkezik az, hogy amikor a hibajel már kicsi, akkor rossz a jel/zaj viszony. Amikor a hibajel néhány tized fok alatti,
akkor a D szinte már csak zajt tartalmaz, és a pwm kitöltési tényezõje jobban imbolyog miatta, mint kellene. Ennek a hatásnak a csökkentésére,
egy egyszerû zajküszöb algoritmust készítettem, ezen "megy keresztül" a D értéke, mielõtt a pwm kiszámolásánál fel lenne használva.
Ettõl a gyakorlatban lényegesen stabilabbá vált a pwm jel. A végeredmény pedig:
a páka állandó hõterhelése esetén a mért/kijelzett hõmérséklet érték stabil, még a tizedfok értéke sem mozdul, vagy csak ritkán. Felfûtéskor
sem kell csalni a kijelzett értékkel, a hõmérséklet mindössze 3 fokot lendül túl a beállított értéken, de ez pákahegytõl is függ,
van amelyikkel pontosan a beállított értéken áll meg. Nagy egybefüggõ felületen való forrasztásakor is csak néhány fokot hûl vissza a
pákahegy, és ezt is igen gyorsan korrigálja a szabályozás. A forrasztás befejezésekor a túllendülés is mindössze néhány fok.
Több olyan gyári állomás is van, ami egyszerûen elrejti ezeket az értékeket (pl. több kínai, de egyes Weller állomások is),
és a beállítottnál magasabb hõmérséklet esetén, nem a mért, hanem a beállított hõmérsékletet mutatja. Feltehetõleg azért, mert
felfûtéskor 20...60°C-al túlszaladnak a célhõmérsékleten, és forrasztás közben is érdekes dolgokat mûvelnek, és ez persze
hülyén nézne ki a kijelzõn. Nekem szerencsére nem kellett ilyesmivel foglalkoznom, a kijelzõn mindíg látható a mért hõmérséklet.
Jelenleg 5db nyák készült ebbõl az áramkörbõl, és úgy tûnik mindegyiknek meg is lesz a helye. Azonban tervbe van véve egy következõ nyák
készítése is, amin már nem lesz igazí újítás, csak az a néhány utólagos módosítás kerül rá, amit a jelenlegi panelen elvégeztem.
A mostani áramkört azonban bedobozolom, és használatba veszem, mert a céljának már megfelel jelen állapotában. Késõbbi gyártás pedig
csak kellõ számú érdeklõdõ esetén lesz - tehát aki szeretne ilyen állomást építeni, és vásárolna tõlem gyárilag készült NYÁK lemezt hozzá
az mailban jelezheti számomra. A szoftvert egyelõre nem teszem fel ide, de azok számára akik igénylik, egy jelképes összegért elérhetõvé
teszem majd .bin formában. Azért nem ingyen, mert igen sok órát töltöttem el ezzel a projekttel, és bár nem várom el, hogy a fejlesztés
teljes mértékben megtérüljön (hiszen végülis hobbi, és szivesen dolgoztam rajta), de azért egy kicsit szeretnék javítani az arányokon.
Amennyiben a késõbbiekben úgy ítélem meg, hogy a fejlesztés megtérült, (vagy ha bármi más okból így döntök), akkor ingyenessé válik a
szoftver is, és letölthetõ lesz innen (hogy ez mikor lesz, az nem tudom). Elõfordulhat az is, hogy érdeklõdés hiányában, ez csak egy cikk
marad a sok közül ezen a weblapon, (de persze nekem azért lesz egy egész jó forrasztóállomásom :-) ).
Amikor majd elkészülök a dobozolással, és "élesben is" használatba veszem a forrasztóállomást, akkor még készítek pár fotót róla, ami felkerül
majd ide is, illetve amikor lesznek hosszabb távú tapasztalataim, (vagy az esetleges utánépítõknek) akkor azzal is bõvülhet ez az oldal.
Tehát folyt. köv.....
Skori@2020.szept
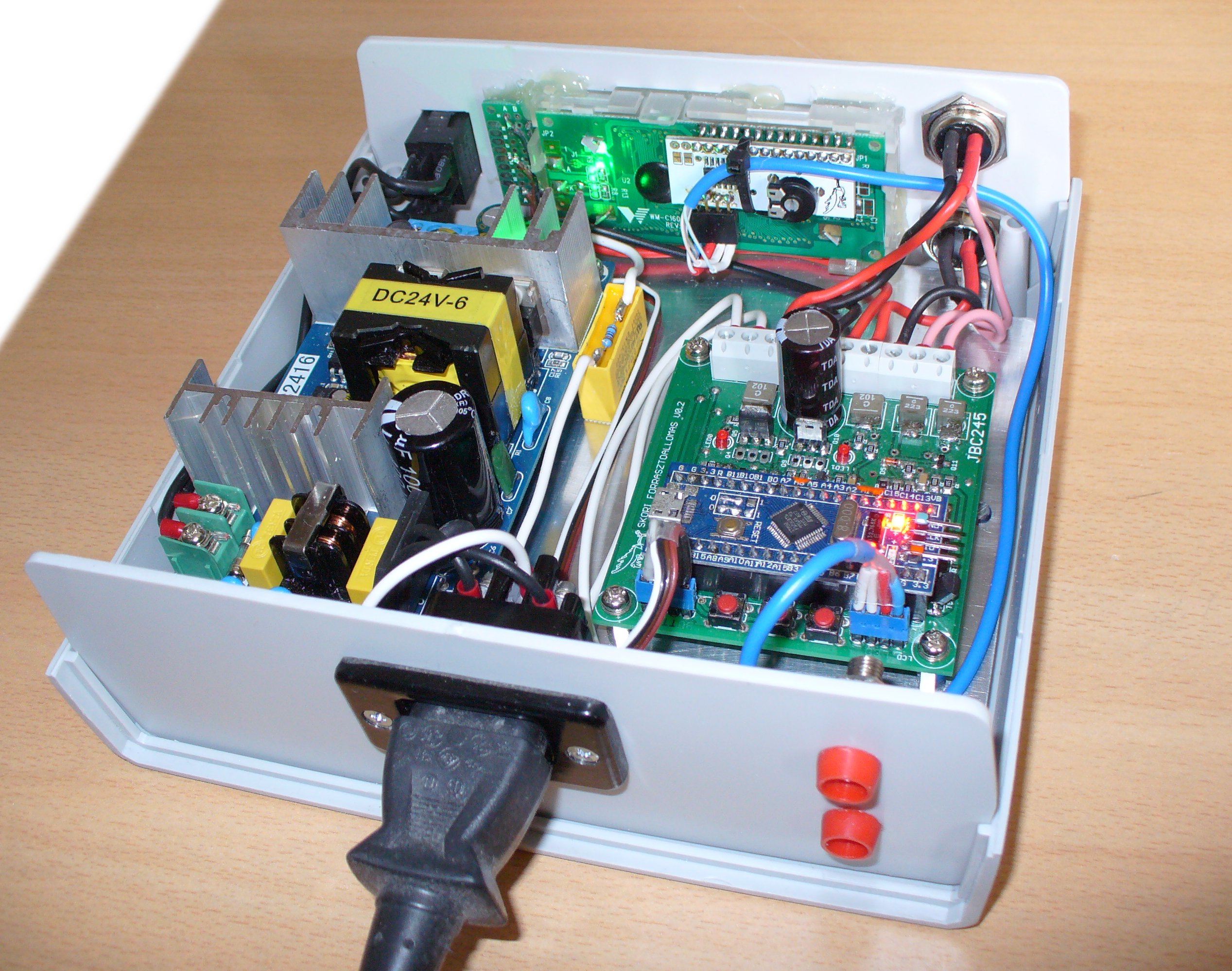
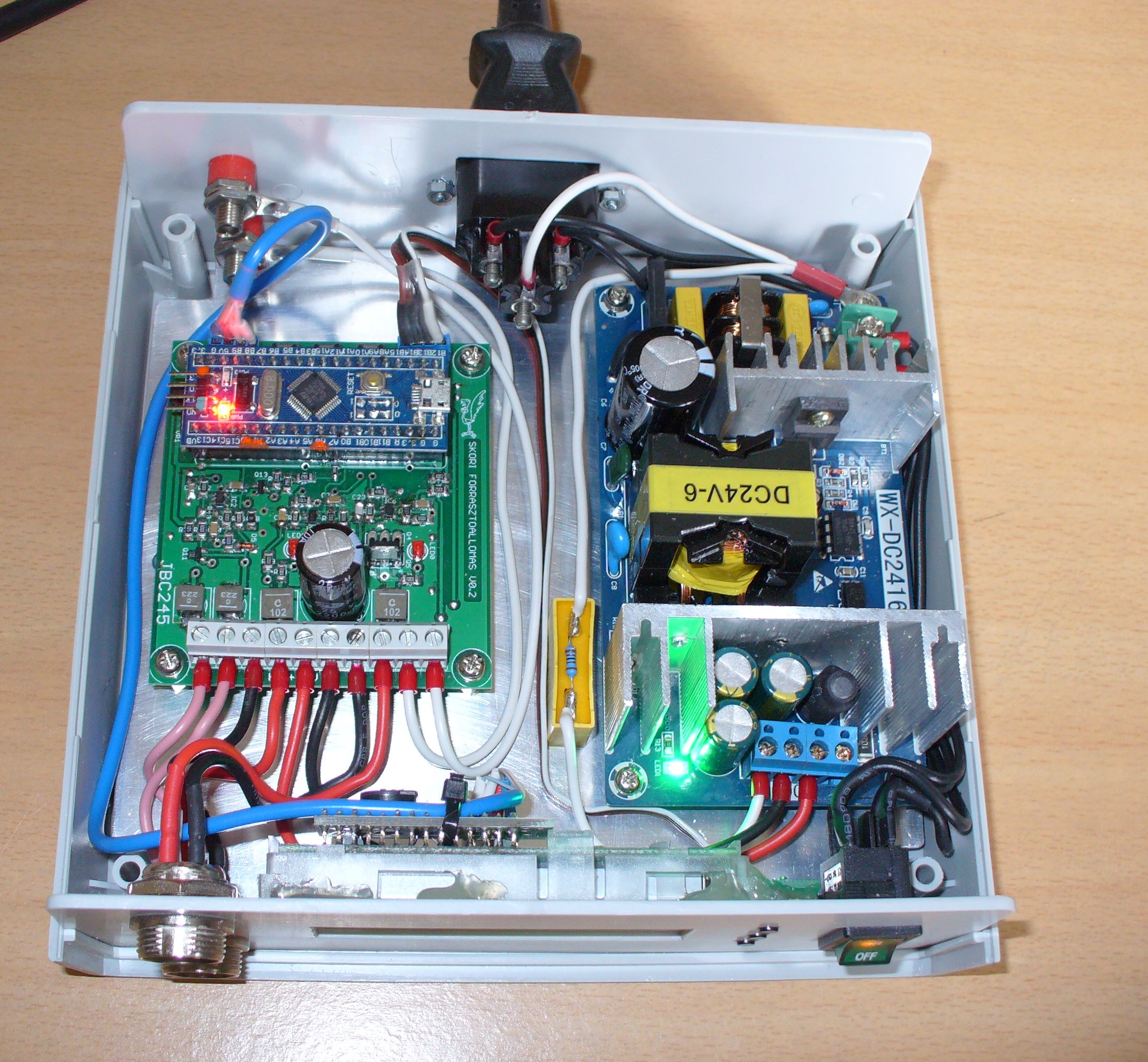
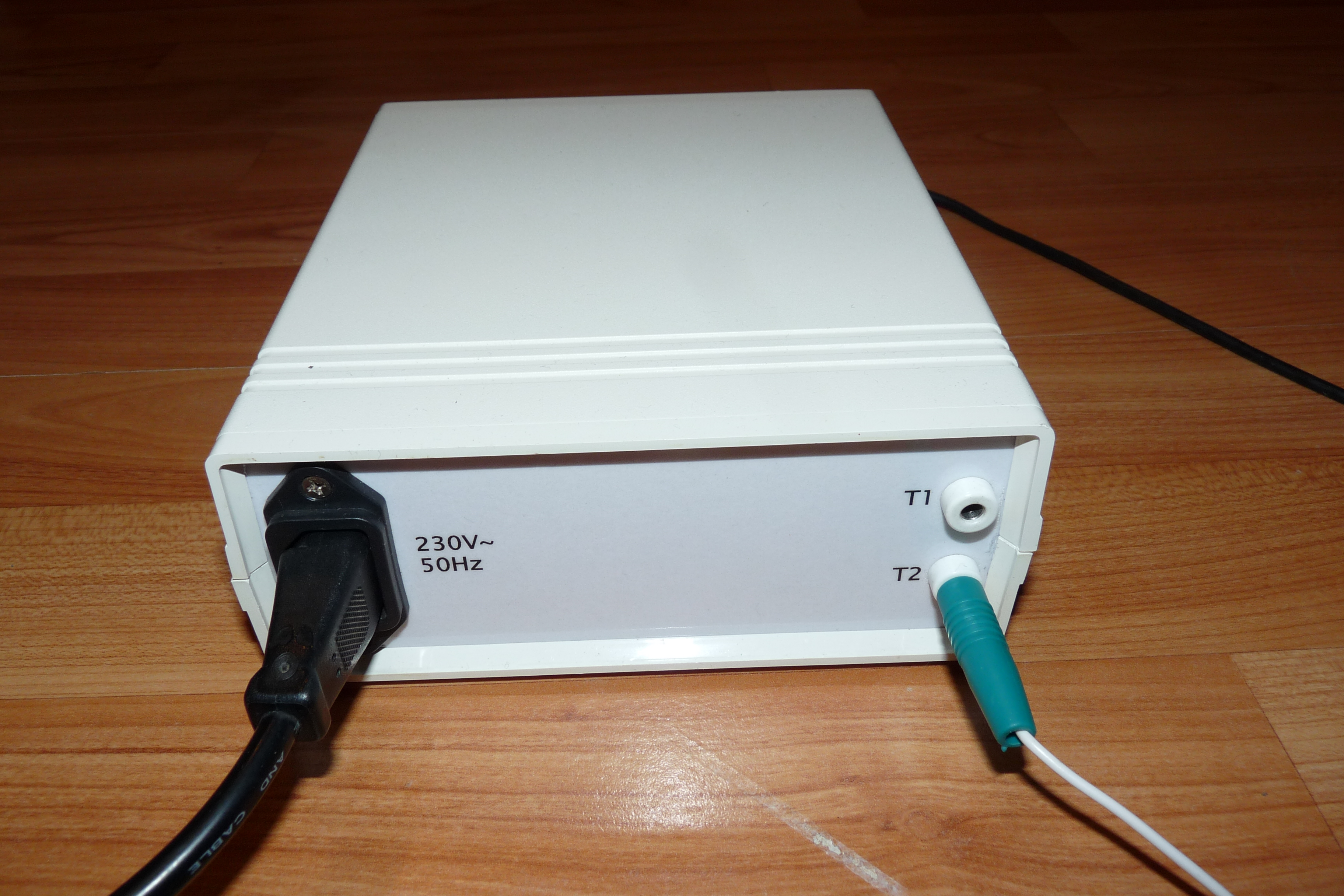
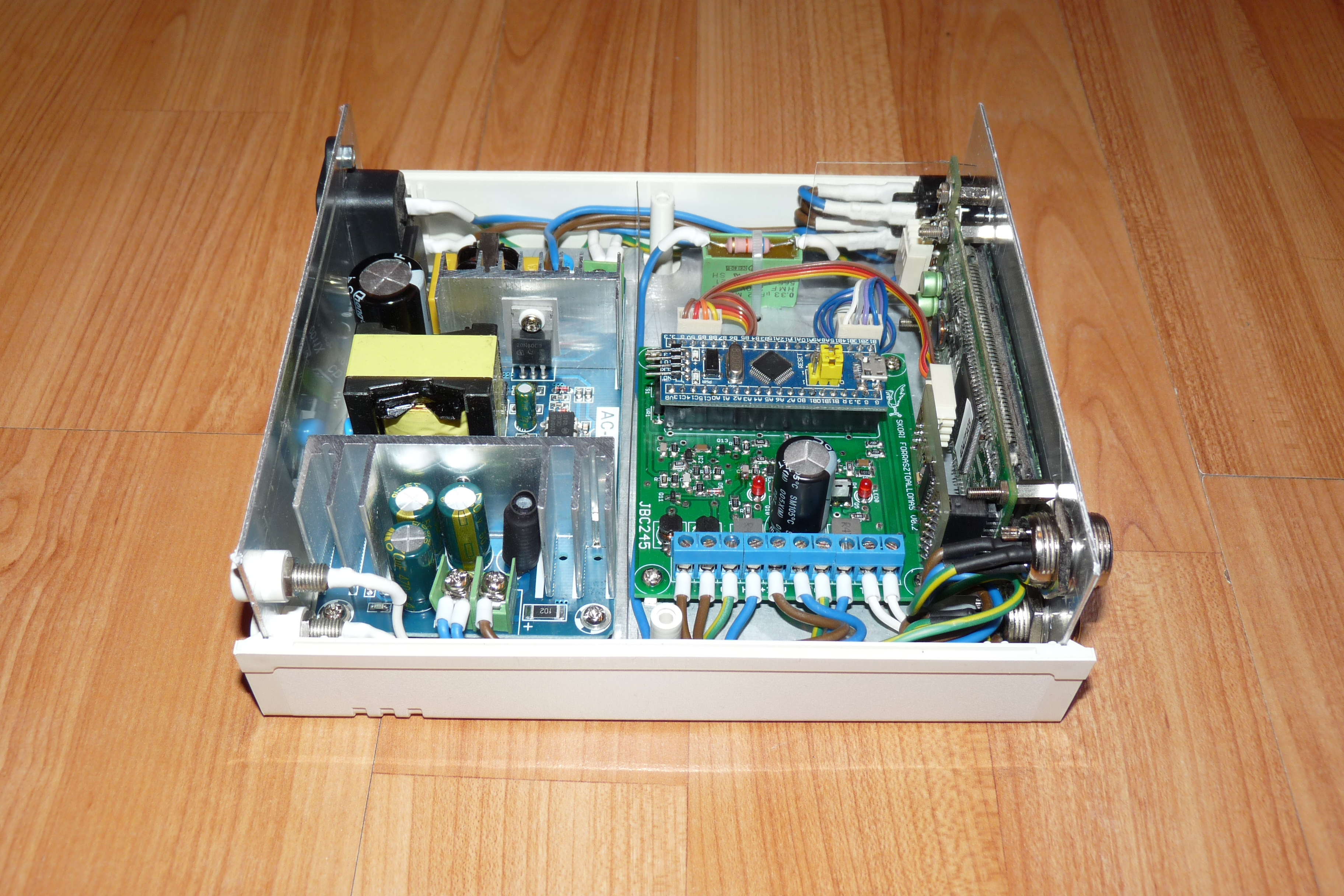
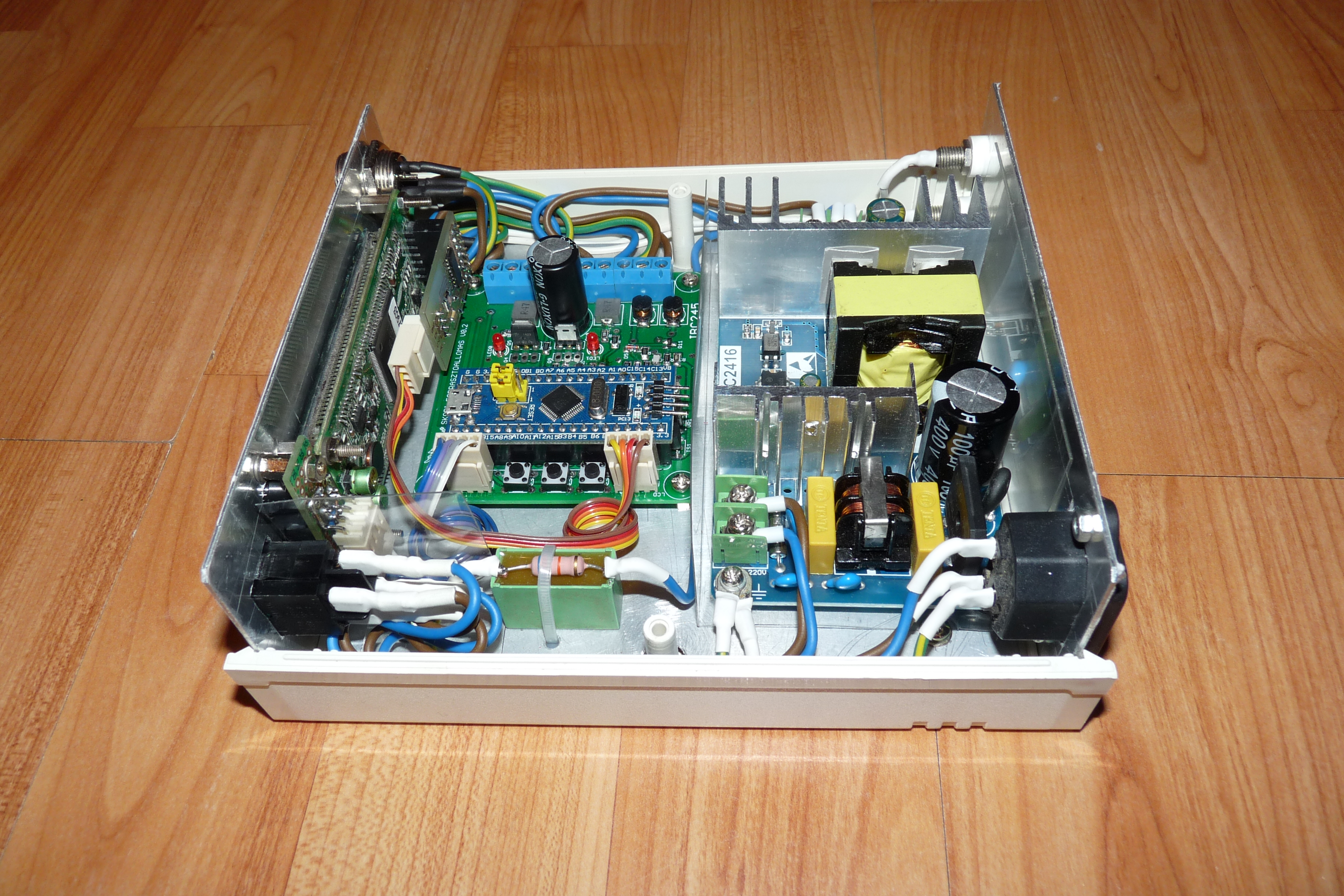
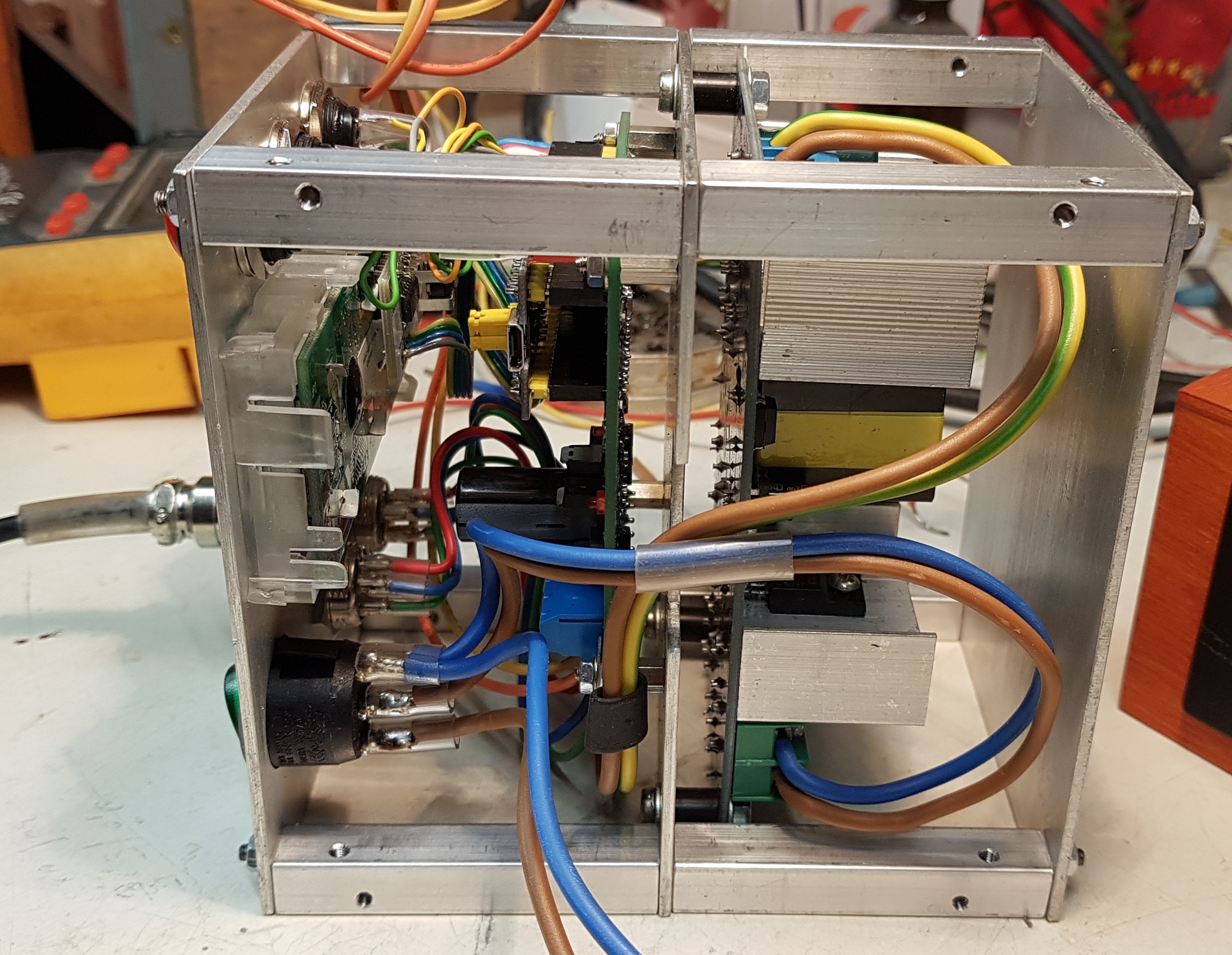
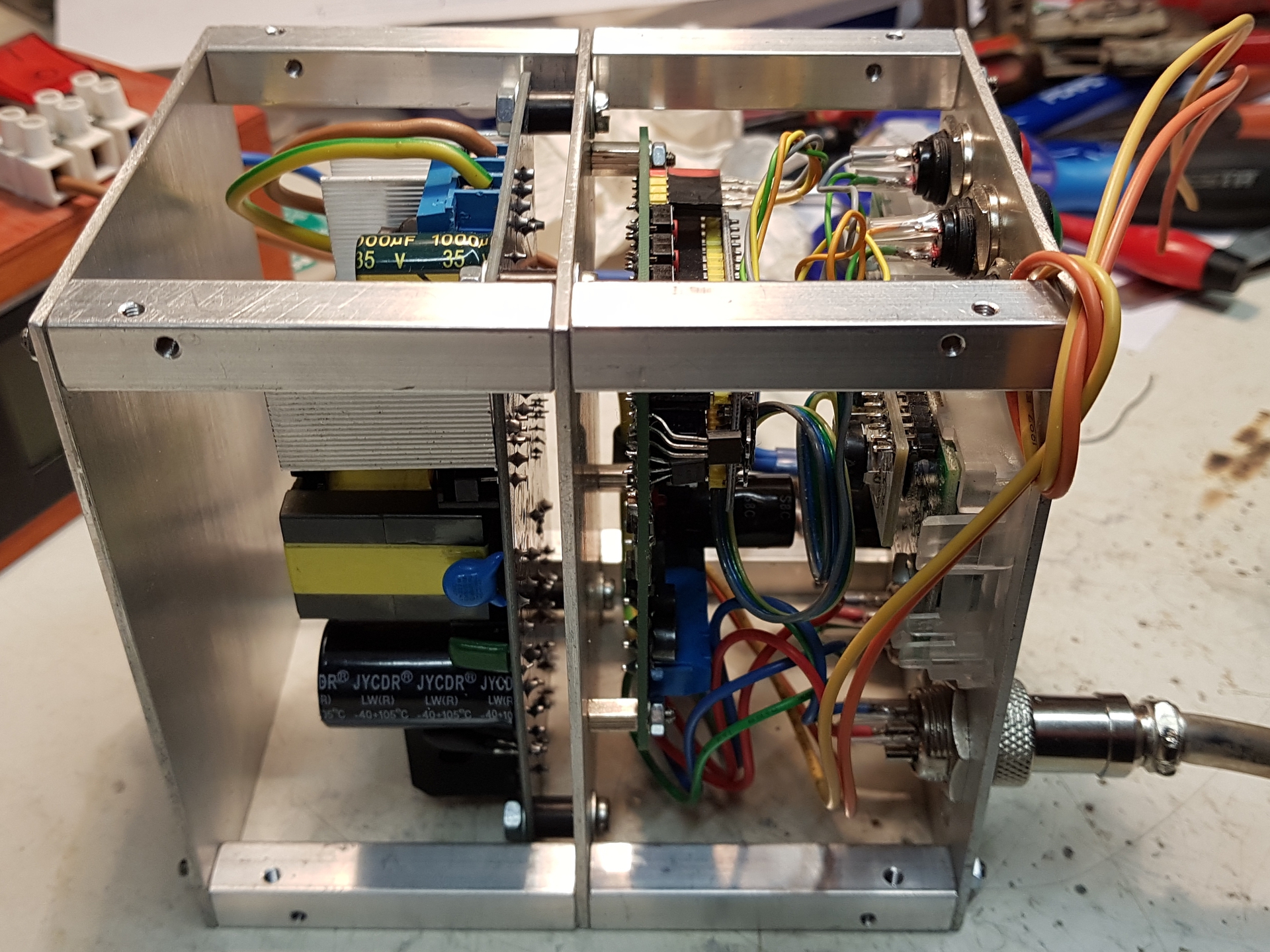
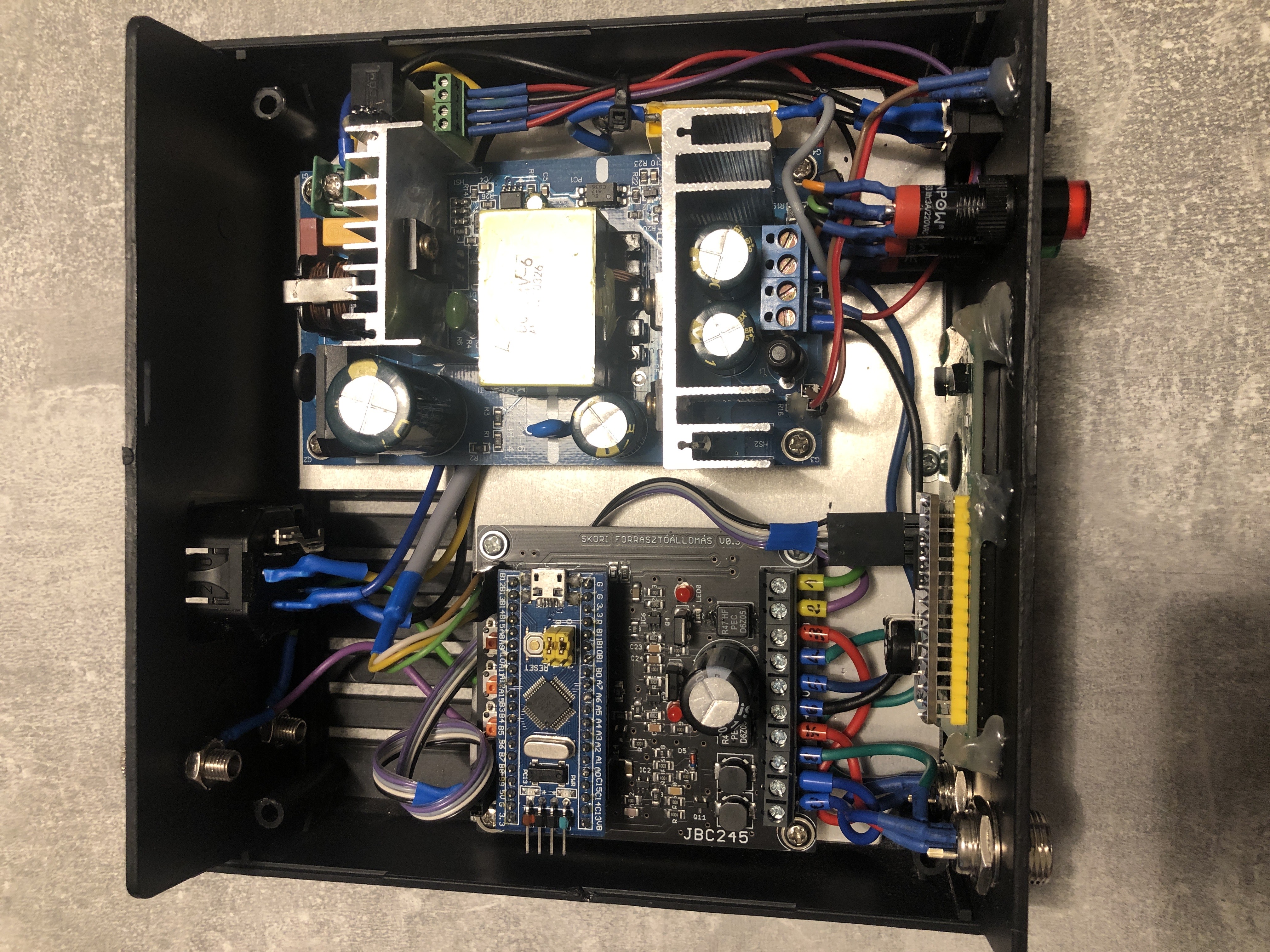
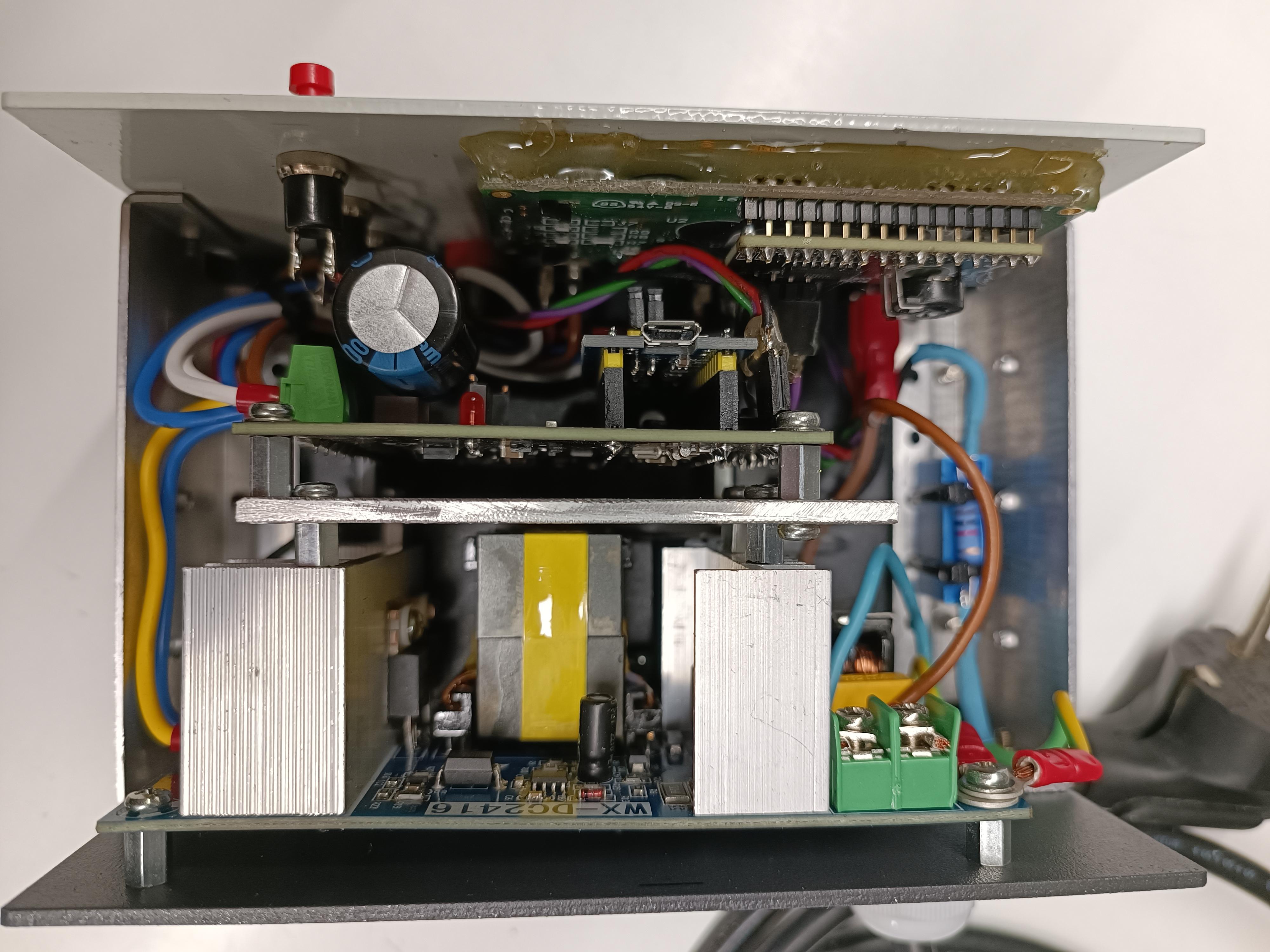
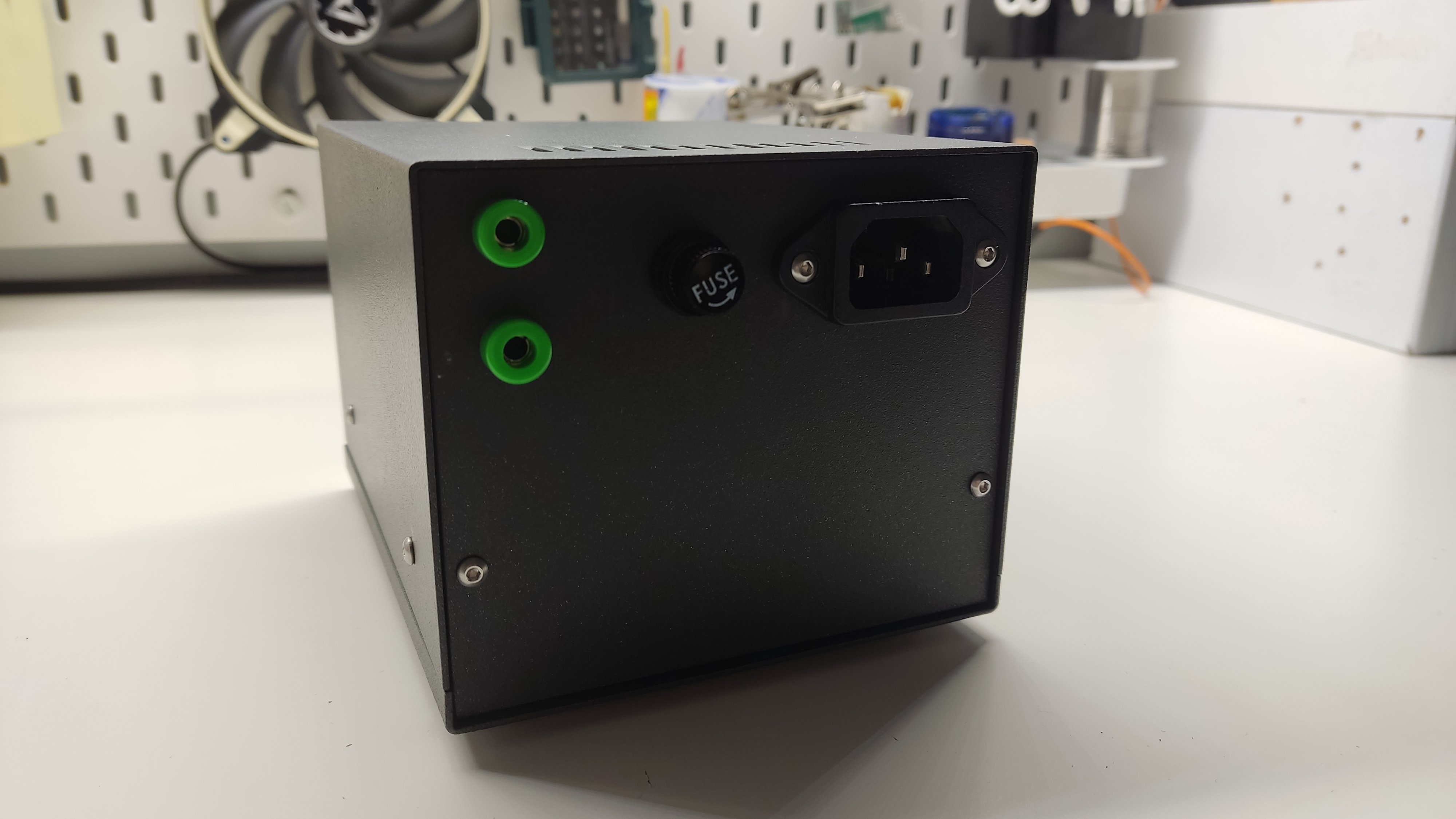
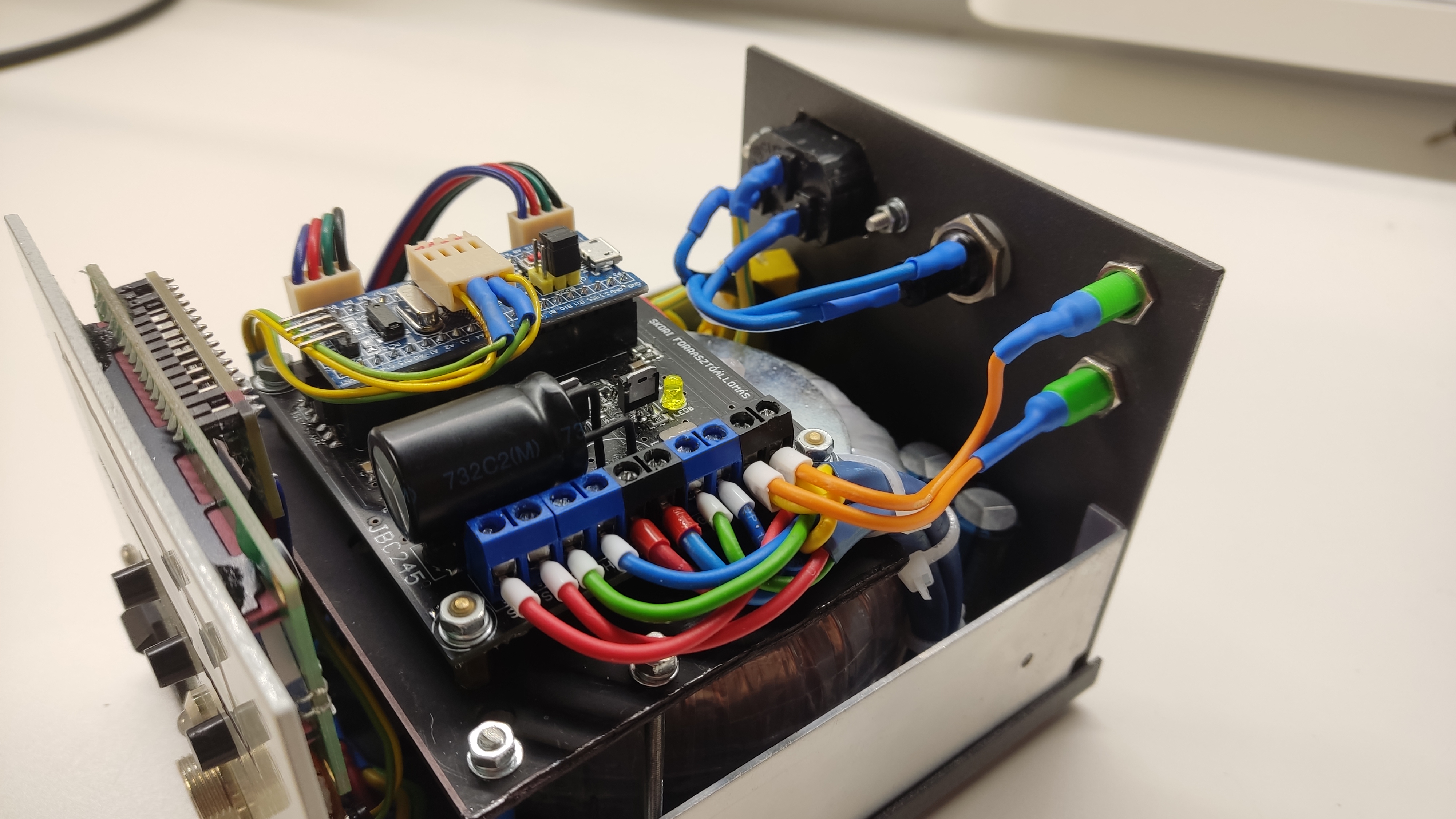
Beépítettem egy TME-nél kapható mûanyag mûszerdobozba a forrasztóállomást. A dobozba készítettem egy aluminium szerelõlapot,
és erre csavaroztam rá a NYÁK lemezeket. A doboz elõlapját (és hátlapját) hagyományos eszközökkel munkáltam meg: fúrógéppel és reszelõvel.
Készítettem néhány fényképet is:
Készítettem néhány videofelvételt is, íme:
Skori@2020.okt.
Beszúrok ide néhány oszcilloszkópos mérési eredményt, a pákát fûtõ PWM feszültségrõl:
25Hz-re állított PWM frekvenciával a teljes felfûtési folyamat a szkóp memóriájából:
Mérés 600Hz-re állított PWM frekvenciával:
Mérés 100Hz-re állított PWM frekvenciával:
Mérés 1kHz-re állított PWM frekvenciával:
Mérés két pákával 25Hz-re állított PWM frekvenciával,a szkóp memóriájából::
Mérés két pákával 600Hz-re állított PWM frekvenciával:
Arra gondoltam, hogy megosztok még néhány fejlesztéssel kapcsolatos, szerintem érdekes dolgot. Mivel ez az elsõ
forrasztóállomás amit terveztem, igyekeztem az elkövethetõ hibáknak minél jobban elébe menni. Az egyik egy egyszerû,
néhány alkatrészbõl álló eszköz, amit "páka szimulátornak" neveztem el. Nézzük a kapcsolási rajzát:
Mire jó ez az áramkör? A megfelelõ kivezetéseit a páka helyére bekötve, a forrasztóállomás azt hiszi, hogy egy páka
van rákapcsolva, elkezdi fûteni, méri a hõmérsékletet, stb... Mindez persze úgy történik, hogy nem folynak nagy áramok,
és mondjuk egy esetleges szoftver vagy hardver hiba észrevehetõ, és vizsgálható is, anélkül, hogy bármi meghibásodna
miatta. (tehát csak a példa kedvéért: nem fog vörösre izzítani egy pákahegyet egy elhibázott szabályozás, vagy egy
zárlat a panelen). A forrasztóálomás kalibrálható, ami könnyen megtehetõ ha van egy ilyen célra készült páka hõmérõ
kéznél, de... Egy már bekalibrált állomáson beállítottam 320°C-ot, majd a rácsatlakoztatott páka szimulátoron
megmértem egy mV mérõvel, a termoelem bemenet felé továbbított feszültséget (ezt ráírtam a rajzra). Ezt felhasználva
(ha a szobahömérséklet nagyjából azonos, és ezt a pákahegyekrõl is elhisszük) akkor másik ugyanilyen állomást ez
alapján be tudunk kalibrálni hõmérõ nélkül is. Nyilván a pontossága nem lesz ugyanolyan mint hõmérõvel, de azért
egész használható. Mivel a páka szimulátor része a rendszerben levõ szabályozó-visszacsatló huroknak, a felépítéséhez
használt alkatrészek pontossága nem befolyásolja a vele történõ kalibrálás pontosságát! Még annyit, hogy semmi garancia
nincs arra, hogy a páka szimulátor más forrasztóállomással kompatibilis-e, ezért a használatát
más forrasztállomáshoz nem javaslom.
Néhányan rákérdeztek az alkalmazott érintésvédelmi megoldásra, ill. a páka földelésére. A saját forrasztóállomásomban
védõvezetõs érintésvédelmi megoldás van, a hálózati tápegységére és a belsõ, fém szerelõlapra csatlakozik a védõvezetõ.
A gyári forrasztóállomás esetében (tudomásom szerint) a pákahegy közvetlenül földelt. Ennek szerintem vannak elõnyõs
és hátrányos tulajdonságai is. Ha a pákával véletlenül hozzáérünk egy feszültség alatt álló ponthoz, akkor zárlatot
fog okozni, annak minden következményével együtt. Ugyanakkor szerintem egy földfüggetlen, "lebegõ potenciálon levõ"
pákaheggyel sem a legjobb megoldás egy áramkörben forrasztani. Ezért olyan megoldást választottam, hogy egy párhuzamos
RC tagon keresztül földelem le a forrasztóállomás tápjának negatív pontját, és ezzel gyakorlatilag a pákát is (330nF
300VAC X kondenzátor, és 1...100k). A kondenzátor biztosítja, hogy nagyfrekvenciásan hidegített ponton legyen a páka,
az elenállás pedig megakadályozza az elektrosztatikus feltöltõdést. Ugyanakkor ha véletlenül feszültség alatt álló
ponthoz érünk, akkor csak korlátozott nagyságú áram tud folyni. Tisztában vagyok vele hogy ez sem a leg-tökéletesebb
megoldás, talán majd egy következõ fejlesztés során más/jobb megoldást fogok kitalálni..
Utólag beszúrok ide még valamit. Azok közül akik forrasztóállomást építenek, sokan nem a forrasztópáka gyári/eredeti csatlakozóját használják,
hanem a lenti képen is látható, és a barkácsolók körében népszerûnek mondható csatlakozó-párt. Mivel én is ilyen csatlakozót használok, ezért
a fotókra berajzoltam, hogyan kötöttem be. Ezt a bekötést láttam egy-két helyen, és ezzel kompatibilisan akartam megoldani. Másnak is javasoltam már,
hogy így kösse be, ha ilyen csatlakozót használ, hogy a forrsztóállomásaink, illetve pákáink kompatibilisek legyenek egymással. Akinek ez szempont
annak szintén ezt javaslom.
2021 január közepén járunk, tehát a forrasztóállomást már használom egy ideje (és még legalább két jól mûködõ megépített példányról tudok).
Egy kérésre most elvégeztem egy mérést abból a célból, hogy kiderüljön a beállítotthoz képest mennyi a páklahegy tényleges hõmérséklete,
azaz mekkora linearitás, és abszolút hibával mér ill. szabályoz a forrasztóállomás.
Sajnos preciziós eszközeim nincsenek ilyen célra, a méréshez egy hakko (vagy ahhoz hasonló) pákahõmérõ szenzort használtam fel,
ami voltaképpen egy apró termoelem, ennek a feszültségét mértem egy ezzel kompatibilis multiméterrel hõmérõ állásban.
A méréshez C245-944 tipusú pákahegyet használtam.
Elõször jöjjenek a mérési eredmények, majd utána annak értékelése:
Beállított érték
Mért érték
Eltérés abs.
Eltérés %
100°C
82°C
-18°C
-18.0%
150°C
131°C
-19°C
-12.7%
200°C
192°C
-8°C
-4.0%
250°C
247°C
-3°C
-1.2%
260°C
252°C
-8°C
-3.1%
330°C
326°C
-4°C
-1.2%
400°C
395°C
-5°C
-1.3%
450°C
442°C
-8°C
-1.8%
Mint látható a 100°C-os és a 150°C-os beállítás mellett mértem a legnagyobb eltérést. Mi lehet ennek az oka? A pákahegyben levõ termoelemnek niylván
van valamekkora linearitás hibája, de... A mérés pontossága erõsen függ a pákahegy és a szenzor közötti hõátadástól, ennek érdekében egy csepp forrasztóónt
tettem a pákahegyre és az olvadékba nyomtam bele a termoelemet. Ez sokat javít a mérés pontosságán, de az ón olvadási hõmérséklete alatt már nem segít.
Tehát a mérési eredményeket ennek figyelembevételével kell értékelni. Az eredeti cél, (a minél pontosabb hõmérséklet tartása) persze a forrasztás hõmérséklet
tartományában a leginkább érdekes. A 100....150°C-os mérések eredménye esetében csak tippelni tudok, hogy a hibának mekkora részét okozza a mérési hiba,
és mekkora részét a forrasztóállomás ill. a pákahegyben levõ termoelem pontatlansága. Talán egy másmilyen módszerrerel végzett, és pontosabb méréssel ez a
kérdés megválaszolható lenne. Ami a méréssel kapcsolatos kételyeimet még alátámasztja, hogy a 110°C-ra beállított pákahegyen a (desztillált)viz felforrt
tehát valószínûleg a tényleges hiba nem nagyobb 10°C-nál.
A többi mérési ponton a fentieknél kisebb az eltérés a beállított, és a mért értékek között, azonban egységesen alacsonyabb hõmérsékleteket mértem
a beállítottnál. A hiba %-osan kifejezve nem tûnik vészesen nagynak (a %-os pontosság valószínûleg összemérhetõ a mérés pontosságával), további magyarázaton
töprengve pedig arra jutottam, hogy a C245-944-es pákahegy viszonylag hosszú, tehát a pákahegy és a beépített termoelem távolsága nagyobb, mint pl. abban a pákahegyben
amivel az állomást kalibráltam (emlékem szerint valószínûleg C245-907 heggyel). Az eltérés egy részét akár ez is okozhatta, illetve önmagában is elképzelhetõ
eltérés a pákahegyek között, és nyilván a forrasztóálomásnak is van valmekkora hibája.
Az eredményeket áttekintve arra jutottam, hogy ahhoz, hogy a forrasztóállomás pontosságát ténylegesen meg lehessen határozi, más mérési módszerrel, és legalább
egy nagyságrenddel pontosabban kellene tudni mérni. A mostani mérésbõl annyit tudtam megállípítani, hogy pl. a szoftverben nem nagyon volna értelme a termoelem
linearitását kompenzálni, mert az ebbõl eredõ hiba nagyságrendileg "eltûnik" a többi hiba mellett (pl. mérési és kalibrálási hiba, eltérés ill. szórás a
pákahegyek kközött). A 300...400°C közötti tartományban - (tehát ahol általában forrasztani szoktunk a pákával)a tapasztalt pontatlanság szerintem anélkül
is elfogadható, hogy tudnánk ebbõl mekkora része ered mérési hibából, és mekkora rész az állomás pontatlansága. Valószínûleg kisebb eltéréseket mértem volna
akkor, ha az állomást egy adott hõmérsékleten kalibrálom az adott pákahegyhez, de nem szándékozom megismételni a mérést csak azért, hogy valamivel kisebb
eltéréseket írhassak be a táblázatba. Újabb mérésnek legfeljebb akkor volna értelme, illetve akkor végzek majd újabb mérést, ha sokkal
pontosabb mérõeszköz áll majd a rendelkezésemre ilyen célra.
Néhány érdeklõdõ kedvéért gyártatok NYÁK-ot a forrasztóállomáshoz (10db-ot), ezek néhány héten belül megérkeznek. Ebbõl néhánynak már van gazdája,
néhány darabra pedig még lehet jelentkezni, aki szeretné megépíteni a forrasztóállomást. 10-nél több jelentkezõ esetén a nyákokat a jelentkezés
sorrendjében adom oda, de mivel nem szeretek a postán sorban állni, és sejthetõen nem is lesz túl nagy üzlet pár darab NYÁK-ot eladni, ezért elõnyt
élvez az aki személyesem jön el, (magyarul postázni csak akkor fogok ha marad a nyákokból). Aki hoz magával BluePill modult, annak a felprogramozást
is megoldhatjuk, ill. néhány darab még nekem is van, tehát korlátozott darabszában tudok majd adni felprogramozott modult is.
Amikor a panelek megérkeznek, készítek róla fotót és felteszem ide:
Megérkeztek a panelek. A teszt kedvéért össze is raktam egyet, részben az elsõ prototipus szétszedésébõl maradt alkatrészekkel.
Sajnos a nyákon maradt egy apró hiba, kimaradt egy összekötés, amit egy kb. 5mm hosszúságú vezetékdarabbal kell pótolni. Ettõl eltekintve az
új panellel összerakott állomás remekül mûködik.
Jelenleg még 7db panelnek nincs gazdája, amire lehet jelentkezni akit érdekel.
Baráti áron adom, viszont nem szeretnék postára menni, hogy elküldjem.
Ez azt jelenti, hogy aki érte jön az elõnyt élvez. Postázni csak a akkor fogok ha lesz maradék.
A beültetési rajzok innen letölthetõk: Alsó oldal beültetés Felsõ oldal beültetés LCD panel beültetés Kapcsolási rajz Alkatrészlista xls
A kapcsolási és a beültetési rajzon eltérõ színnel alternatív alkatrész értékek szerepelnek. Mindkét megoldás mûködik,
csak minimális eltérések vannak. De ha az alternatív értékek kerülnek beültetésre, akkor mindenhol azt
kell ültetni, kombinálni nem érdemes. Az alkartészlista az alapértelmezett értékekkel van összeállítva.
Eredetileg úgy terveztem, hogy felprogramozott BluePill panelt is adok, de mibvel erõsen fogytán van a készletem,
ezért akinek felprogramozott MCU panelre van szüksége, annak hoznia kell magával a BluePill-t, amit felprogramozok.
Az áramkör élesztése:
A nyákba nyugodtan beültethetõ az összes alkatrész (elõször a kisebb SMD-k, majd méret szerint e többi alkatrész).
Az elsõ bekapcsoláskor még ne illeszük belel a BluePill modult a tüskesor aljzatba. Mivel a 3,3V tápfeszültséget
a BluePill álltja elõ az 5V tápból, így az áramkör többi része sem kap feszültséget. Mérjük meg, hogy az 5V-os
segédtáp mûködik-e. Miután az 5V meglétét ellenõriztük, kapcsoljuk ki a panelt, rakjuk fel rá a BluePill-t, és
a kijelzõ panelt is csatlakoztasuk. Ha minden jól megy, akkor a bekapcsolást követõen szinte azonnal meg kell
jelennie egy feliratnak a kijelzõn. Ezen kívül a szoftver villogtatja a BluePill panelen levõ ledet is, kb. két
rövid villanás, majd szünet - és ez ismétlõdik. Tehát ha így villog a led akkor a BluePill rendben mûködik.
Ez fõleg felprogramozáskor segítség, mert forrasztóállomás nélkül is látszik, hogy a programozás sikeres volt-e.
Érdemes lehet a korábban vázolt "páka szimulátort" is összedobni. Ha ezzel jól mûködik a forrasztóállomás,
akkor pákával is jól fog mûködni. Ezen kívül ha nincs páka hõmérõ kéznél, akkor ez használható az állomás
kalibrálásához.
Próbaképpen csatlakoztattam egy LCD kompatibilis OLED kijelzõt az új nyákhoz, és készítettem róla egy videofelvételt is.
A kijelzõ amúgy sárga színû, de ez nem túl jól látszik a felvételen, és élõben sokkal jobban is néz ki ez a kijelzõ.
A forrasztóállomás kezelése.
A gombok funkciója:
- Az alsó és felsõ nyomógomb (fel/le) alaphelyzetben a hõmérsékletet állítja 5°C lépésekben.
Ha megnyomva tartjuk akkor folyamatosan lépkedni fog a célhõmérséklet.
- A középsõ gomb a választó, hogy melyik páka hõmérsékletét akarjuk állítani.
Ennek 3 állapota van: "A" páka, "B" páka, mindkettõ együtt.
A további funkciók a középsõ gomb hosszú lenyomására, (majd nyomogatására) jelennek meg :
1: 22V és 3,3V tápfeszültség mért érték, hõmérséklet a készüklékházban, és kitöltési tényezõk megjelenítése.
Ebben az állapotban a fel/le gombokkal az "A" és a "B" páka áramkörét lehet resetelni, ha hibát vagy zárlatot észlelt a vezérlõ.
2: "A" Páka hõmérséklet kalibráló osztó beállítása (másik két gomb fel/le.)
3: "B" Páka ugyanez..
4: Egyedi azonosító megjelenítése - késõbbi fejlesztésre fentartott
5: PWM frekvencia módosítása (másik két gomb fel/le)
6: Vissza az alaphelyzetbe (ismételt hosszú gombnyomásra is alaphlezetbe kerül)
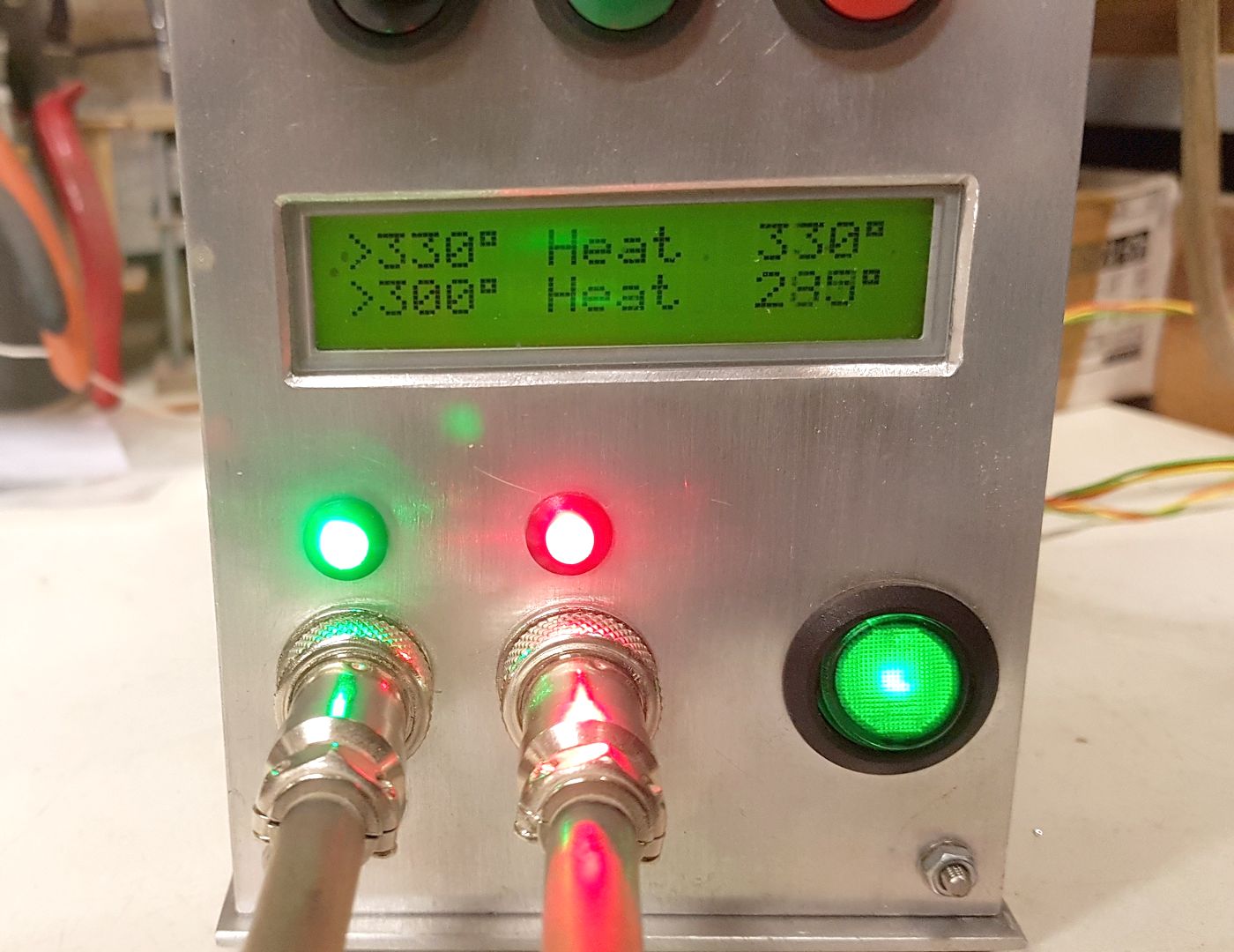
A kétsoros kijelzõn a felsõ sor az "A" pákhoz tartozik, az alsó pedig a "B" pákához.
Tehát pl:
>320°C H 320.5°C
350°C X --- °C
> Kiválasztva 320°C Célhõmérséklet H Üzemmódot jelzõ betû: Heat azaz fûtés 320.5°C Mért hõmérséklet
(a szoftverben a célhõmérséklet valójában mindíg 0,5 fokkal több a kijelzettnél technikai okokból,
tehát ideális esetben a mért hõfok .5 re végzõdik)
Az üzemmódot jelzõ további betûk: H Heat - Fûtés, normál üzem P Pause - Rövid szünet bekapcsolás elõtt (pl. pákahegy cserénél) S Standby - Készenlét, csökkentett hõmérséklet X X - kikapcsolva, és/vagy nincs páka csatlakoztatva F Fuse - elektronikus bizti leoldott E Error - páka hiba
Kalibrálás, hõmérõvel, vagy "páka szimulátorral":
- Beállítjuk az állomást 320°C célhõmérsékletre.
- Mérjük a hõmérsékletet (külsõ pákahõmérõvel) , vagy a páka szimulátoron a feszültséget. Meg kell várni míg az érték stabilizálódik.
- A kalibráló menüben addig kell állítani a kalibráló értéket, amíg a külsõ pákahõmérõvel mért hõmérséklet is eléri a 320fokot
vagy amíg szimulátor mérõpontján kb. 7,85mV-on stabilizálódik a feszültség értéke.
Az állomás akkor menti el a beállításokat, ha legalább 10 másodpercig nem változik egyik beállítás sem,
tehát nem célszerû egybõl kikapcsolni az állomást a beállítás után.
Hõmérõ használata esetén a pákahegyen legyen folyékony állapotú forraszanyag, hogy a hõmérõ és a pákahegy közötti hõátadás jó legyen,
ellenkezõ esetben nagyon pontatlan lesz a mérés.
További tulajdonságok:
- A pákatartóba helyezett páka visszahûl 150°C-ra, vagy a beállított hõmérséklet felére (amelyik alacsonyabb) (S).
Ehhez a pákatartó fém részét csatlakoztatni kell a forrasztóállomás erre szolgáló bemenetére.
- Ha a páka 5 percnél hosszab ideig van a pákatartóban, akkor a forasztóállomás kikapcsolja a pákát (X).
Ha a pákát ilyenkor kivesszük a tartóból, akkor a forasztóállomás újra bekapcsolja a pákát.
- A forrasztóállomás bekapcsolása után, amelyik pákát kiemeljük a tartójából (vagy amelyik nincs a tartóra helyezve),
azt automatikusan bekapcsolja a forasztóállomás.
- Pákahegy csere esetén, a hegy berakása után, csak kb. 2 másodperccel késõbb kezdi el a forrasztóálomás felfûteni a betétet (P),
Ennek az a célja, hogy a pákahegyet puszta kézzel is be lehessen illeszteni a helyére, anélkül, hogy megégetne.
Skori@2021.jan
Letölthetõvé teszem a forrasztóállomás programját BIN formátumban,
ezt bárki feltöltheti a saját BluePill moduljára és kipróbálhatja vele a forrasztóállomást.
A program feltöltéséhez, ST-Link programozót, és az ST-tõl ingyen letölthetõ STM32 ST-LINK Utility programot ajánlom.
A BluePill sima soros porton is programozható, a JUMPER átrakása után. Erre a célra szintén az ST-tõl ingyen letölthetõ
Flash Loader Demonstrator program az ajánlott.
A letölthetõ program korlátozott, "demo" verzió. A korlátozások a következõk:
- Bekapcsoláskor kiírja, hogy DEMO verison és 15 másodpercig várakozik, mielõtt mûködni kezd.
- 15 percig lehet használni korlátozás nélkül, ezután kikapcsolja a pákát.
- Az állomást újraindítva, ismét 15 percig használható, Az újraindítások száma nincs korlátozva.
Tehát gyakorlatilag a DEMO verzió is használható, csak a teljes értékû szoftver használata kényelmesebb. :)
A forrasztóállomás újraindítása, a táp ki/be kapcsolásával,
vagy a BluePill panelen levõ Reset gomb megnyomásával lehetséges.
A program átállítható teljes értékûvé. A funkció gomb hosszú nyomása után, az elérhetõ funkciók között, meg kell keresni az egyedi azonosítót.
A kijelzõn ID: után egy szám látható. Az alatta levõ sorban pedig FD: és itt is egy szám látható.
Az alsó szám állítható a fel/le gombokkal. Itt kell beállítani a megfelelõ "kulcsot", majd 10 másodpercet várni. Ezután a forrasztóállomást újraindítva
már korlátozások nélkül mûködik tovább. A beállított kulcsot a program eltárolja az EEPROM-ban, így azt többször nem kell megadni (szoftver csere esetén sem).
A szükséges kulcsot tõlem lehet kérni email-ben, a felsõ sorban szereplõ ID megadásával, egy jelképes összeg ellenében.
A forrasztóállomás programja/firmware: Skori_JBC245_ForrasztoAllomas_v02_firmware.zip
Ezzel a programmal sokáig használtam a forrasztóállomásomat, probléma nélkül, tehát alaposan tesztelt, stabil verzió.
A .bin fájl feltõltéséhez használható programokat itt is elérhetõvé teszem,
(de niylván az ST oldaláról tölthetõ le a legfrissebb verzió)
Nemrég végeztem néhány módosítást a firmware-ben. A teljesség igénye nélkül:
A mért hõmérséklet esetében tizedfokok kijelzését feleslegesnek éreztem, ezért az eddigi tizedfokos
felbontású hõmérséklet kijelzés helyett,
csak fokban írja ki a hõmérsékletet a forrasztóállomás. A fok jel utáni C betût is elhagytam.
Az így felszabadult helyen már nem csak egy betûvel jelezhetõ az üzemmód,
tehát elférnek a következõ jelzések is pl.: Heat, Stdby, Off, Pause, Fuse, Error
A menüben kiválasztható a korábbi, tizedfokos kijelzési mód is (tesztelésre, vagy akinek jobban tetszik az a mód).
A menüben változtatható a szoftveres szûrés erõssége /0,1,2 alaphelyzetben:0/.
Ez segíthet abban az esetben, ha ingadoznak a mért értékek, ilyenkor erõsebb szûrés is hasznlható.
A PWM szoftveres kezelése változott kis mértékben, ill. 100Hz alatti PWM frekvenciák is válaszhatók a menüben.
Bekerült a programba egy további biztonsági funkció is. Ha a páka nincs a tartóra helyezve (több mint 4 órája),
és az állomás egyik gombját sem nyomták meg az utóbbi 2 órában, akkor feltételezhetõ hogy bekapcsolva felejtették a pákát.
Az állomás ilyen esetben is kikapcsolja a pákát. A páka ilyenkor bármelyik gomb megnyomására visszakapcsol,
vagy a pákát tartóra helyezve, majd onnan kiemelve ismét bekapcsolja a forrasztóállomás.
A pákák tartóra helyezésének érzékelésén módosítottam. (Mindíg a PWM szüneteiben olvassa be az erre szolgáló I/O lábak állapotát. 2021dec)
Készült egy olyan firmware verzió is, amelyben a szabadon maradt I/Olábakra beköthetõ egy-egy kétszínû (piros/zöld) LED
Mindkét pákához tartozik 1-1 led.
A led pirosan világít amikor a páka fût, és zöldre vált amikor a hõmérséklet 5 fokra megközelítette a célértéket.
A többi üzemmódban (standby, off, stb...) a led nem világít.
A LED "A" bekötése PA15 és PB3 lábakra megfelelõ elõtét ellenállással.
A LED "B" bekötése PB4 és PB5 lábakra megfelelõ elõtét ellenállással.
Munka ill. forrasztás közben, a szemem sarkából látom a ledek fényét - ha zöld akkor a hõnmérséklet rendben van, lehet forrsztani. (2022.04.)
A forrasztóállomás programján újabb fejlesztést végeztem:
A legfontosabb változás, hogy a program a beállításokat az MCU-ba épített FLASH memóriába menti, ennélfogva a panelre épített EEPROM-ra többé nincs szükség,
tehát azt nem kell beültetni a panelbe, és a hozzá tartozó felhúzó ellenállásokat sem. Azonban míg az EEPROM kb. 10^6 írást visel el, addig a flash
"csak" kb. 10^5 írást bír ki. Bár ezt reálisan valószínûleg senki sem használja ki, ennek kompenzálására úgy irtam meg a programot, hogy a flashben
32db különbözõ helyet váltogat a tároláshoz. Ezen kívül két pédányban ment, és ha a beolvasáskor hibát észlel, akkor egy tartalék helyrõl tölti be az adatokat.
Így már bõven tudja azt a megbízhatóságot mintha az EEPROM-ot használnánk!
Ha korábbi szoftver verziót frissítünk erre a verzióra, akkor az EEPROM-ban tárolt beállítások elvesznek, mert azt nem tölti be a program.
Azaz pl. a DEMO verziót teljes értéküvé átkapcsoló kulcsot meg kell adni elsõ indításkor, és a kalibrációs értékeket is célszerû újra beállítani.
Az esetleges további verziók esetében a tárolt adatstruktúrát meg fogom tartani, így késõbbi frissítések esetén minden FLASH-be mentett beállítás meg fog maradni.
Ha valaki nem emlékszik, vagy nem találja, a programhoz tartozó id/fd párost, akkor még a frissítés elõtt ki tudja olvasni az EEPROM-ban tárolt értéket az alábbi módon:
Le kell nyomni, és nyomva tartani a középsõ nyomógombot, és eközben a LE gombot kétszer meg kell nyomni, és felengedni, majd a középsõ gombot felengedni.
Ekkor a kijelzõn meg fog jelenni az EEPROM-ban tárolt kulcs. Ezt fel kell írni, és szoftver frissítése után újból meg lehet adni a menüben.
Ez a programverzió tartalmazza a korábbi módosításokat is, tehát pl. a ledes kiegészítést is.
A program lehetõvé teszi, hogy a forrasztóállomást enkóderrel vezéreljük
(sima kétfázisú rotációs enkóderrel),mintha egy potit tekergetnénk.
Az enkóder kontaktjainak a közös pontját a GND-re kell kapcsolni, a két kontaktot
pedig egyszerûen párhuzamosan kell kötni a "FEL" és a "LE" nyomógombbal.
Ha az enkódernek van nyomógombja is, akkor azt a középsõ nyomógombbal kell párhuzamosan kapcsolni,
ha nincs akkor továbbra is szükség lesz a középsõ gombra.
A szoftver a bekapcsoláskor, alaphelyzetben a nyomógombokkal vezérelhetõ,de ha észleli, hogy enkóder van rákapcsolva
akkor azt kezeli a továbbiakban. Ha nyomógombok és enkóder is van bekötve a csatlakozási pontokra,
akkor a FEL vagy a LE gomb 3x megnyomása, vagy a FEL/LE gomb egyideju megnyomása(1 másodpercig) hatására,
a szoftver visszavált nyomógomb kezelõ üzemmódra, és amíg az enkódert nem forgatjuk
addig mindhárom nyomógomb muködni fog. Olyan enkóder tipust kezel megfelelõen a szoftver amely
a fix pozicióinak megfelelõ számú impulzust ad ki egy köbeforduláskor
(tehát a fix poziciókban egyik kontaktja sem vezet), azok a tipusok amelyek csak a poziciók felének megfelelõ
számú impulzust adnak ki fordulatonként nem fognak jól mûködni (ezeknél a fix pozicióban váltakozik,
hogy kontaktok vezetnek-e vagy sem). (Ezeket szokták még dupla lépéses, ill. szimpla lépéses enkódernek is nevezni)
Csak érdekességképen megjegyzem, hogy volt olyan verzió is amely egyszerre tudta kezelni az enkódert és a nyomógombokat,
de ez megnehezítette a prellezés kezelését, és az enkóder lépéseinek
hibamentes kezelését - így bár mûködött ez a megoldás, végül elvetettem.
Persze lehetett volna másik, a nyomógomboktól független I/O lábakat használni az enkóderhez,
így nem lett volna probléma egyszerre kezelni mindegyiket, de a meglevõ panelen már ki van vezetve a gombok csatlakozása,
amit így használni lehet az enkóderhez is, és persze nem akartam a hardveren további módosítást végezni.
A másik oka a dolognak, hogy talán felesleges is egyszerre nyomógombokkal és enkóderrel is kezelni a forrasztóállomást.
Mindenki eldöntheti, hogy számára melyik verzió a szimpatikusabb, bár mint fentebb írtam, átváltható menet
közben is a két üzemmód között, ha valakinek erre volna igénye.
A saját forrasztóállomásom esetében egyelõre maradok a nyomógombos kezelésnél, de egyrészt ki tudja
mit hoz a jövõ, másrészt pedig volt érdeklõdõ aki inkább az enkódert preferálta volna:
így mostantól a lehetõség adott.
A PWM frekvencia 25Hz - 7200Hz között, 40 lépésben állítható.
Némelyik kijelzõn a hõmérséklet érték utáni FOK jel hibásan jelent meg, - javítva
Uj menüpont: Prefered Contr: elõnyben részesített vezérlés választása: nyomógombok / enkóder
Preferált Nyomógomb módban: a 3db gombbal vezérelhetõ a forrasztóállomás, de ilyenkor is felismeri az enkódert, és vezérelhetõ is az enkóderrel,
Preferált Enkóder módban: a fel/le gombok (általában - de nem mindig) tiltva vannak, így az enkóder kontakt beragadása
vagy a kontaktok durvább prellezése sem okoz gondot (ill hatékonyabban tudja kiszûrni a program).
Valószínûleg a fordító frissülhetett, mert a bináris fájl kisebb lett (és lassabban is fordult le a fejlesztõkörnyezetben) mint az elõtõ verzió.
A forrasztóállomás ezen programja alaphelyzetben a 64k flash végén levõ üres területre menti a beállításokat, de
a letölthetõ .zip fájl tartalmaz egy olyan firmware verziót is, ami 32kb flash-el rendelkezõ MCU-ra is rátölthetõ
(mert a 32k-s terület végre menti a beállításokat). Ha valami oknál fogva a
flash (mentésre használt területe) elhasználódna, (ami egyébként reális idõtartamon belül nem valószínû)
akkor szintén át lehet váltani erre a firmware verzióra, hogy a flash más területét használja.
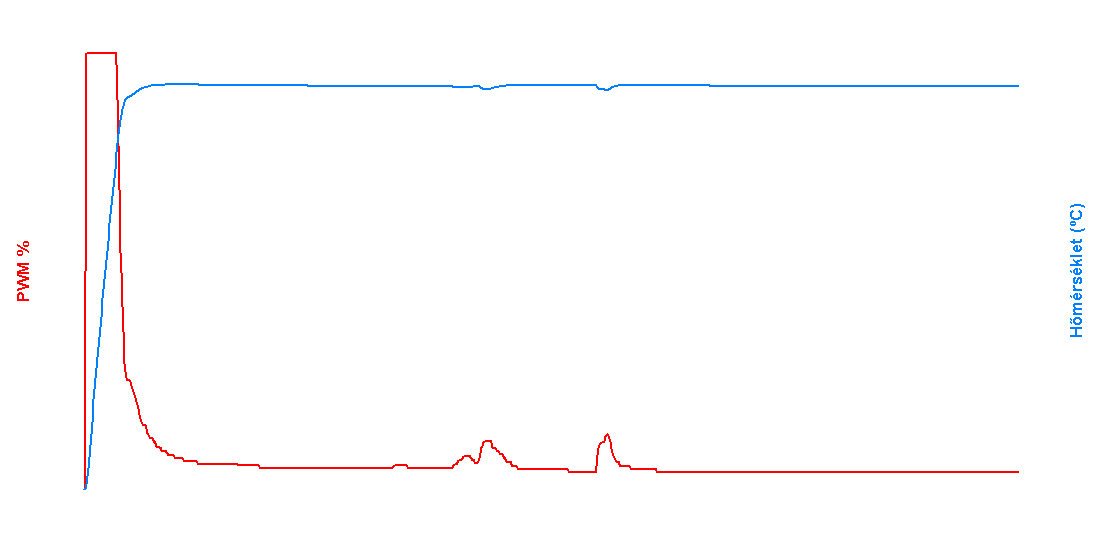
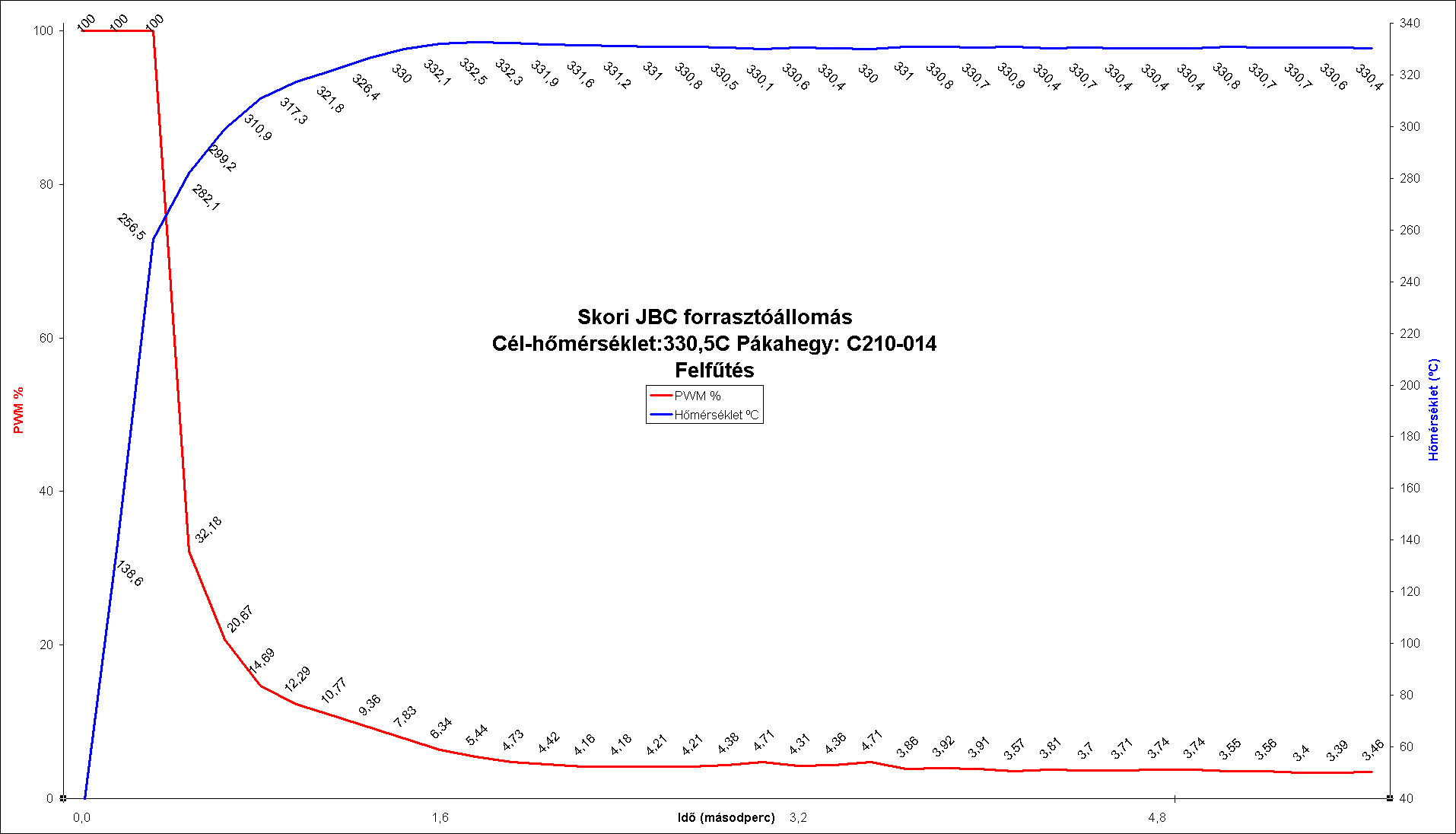
Végeztem néhány újabb mérést, amit utólag beszúrok ide.
Kiírattam soros portra a hõmérsékletet és a PWM értéket (160ms idõközzel),
és ezt lementve, az adatokból készítettem néhány grafikont.
Az alábbi grafikonon látható a felfûtés folyamata, majd egy vezetékdarab forrasztása,
utána pedig a pákahegy gyors lehúzása nedves szivacson.
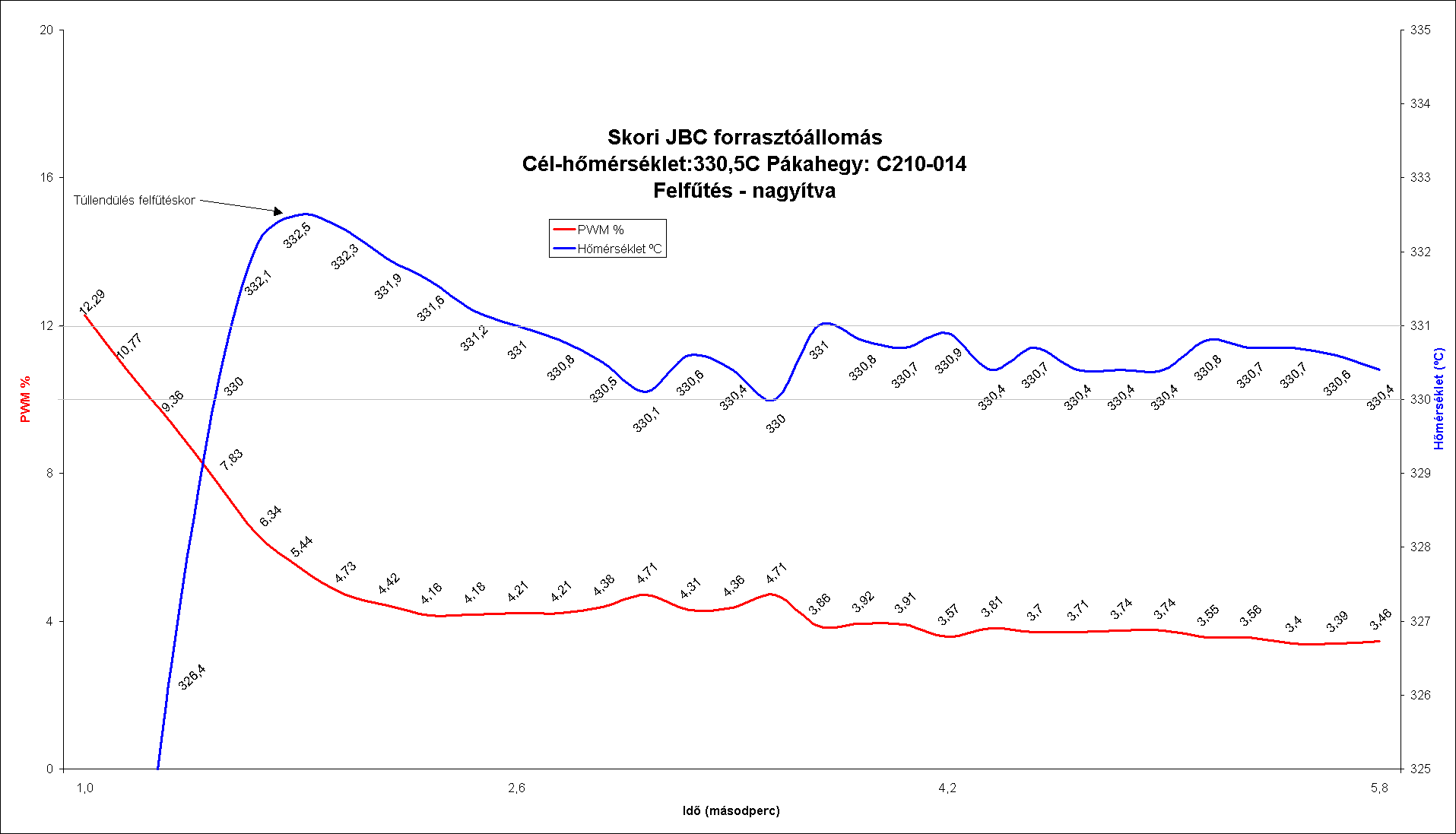
Mivel a hõmérsékletváltozások nagysága a fenti grafikonan kevésbé jól látható, ugyanerrõl egy nagyított részlet:
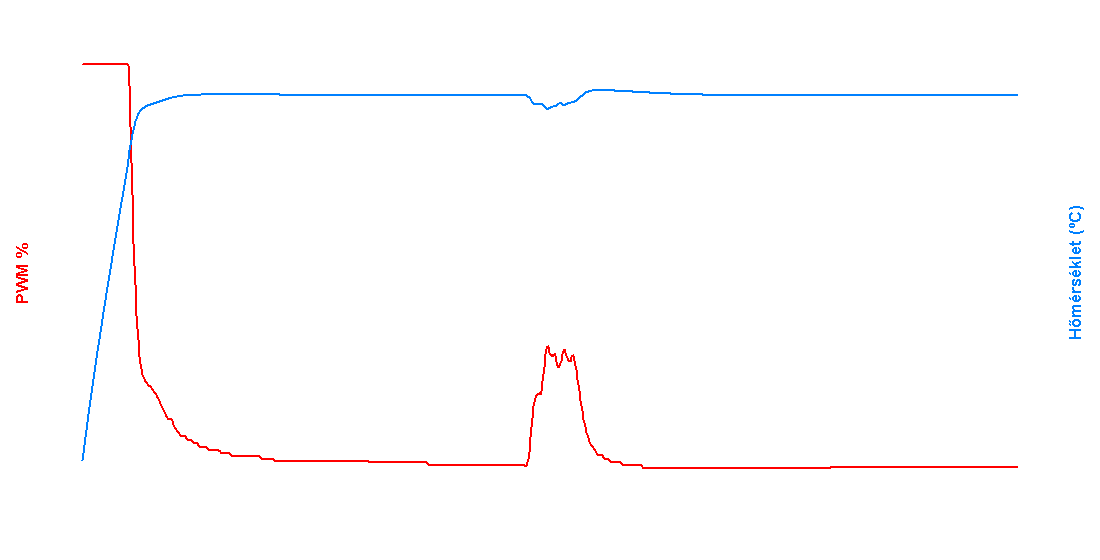
Nem akartam elhinni, hogy a viszonylag vastag C245-944 pákahegyet is alig néhány fokkal tudja csak lehûteni a nedves szivacs,
ezért megismételtem a tesztet úgy, hogy sokkal határozottabban, durvábban ismét lehúztam a pákahegyet egy nedves szivacson.
Ime az eredmény:
A fenti grafikon egy nagyított részlete:
Nem tudom, hogy a grafikonok igényelnek-e további magyarázatot, vagy értékelést, ezért csak néhány mondatot szánok erre.
Úgy gondolom, hogy a korábban leírt tapasztalatokat alátámasztja ez a mérés is. Forrasztás közben nem vártam ki, hogy beálljon a hõfok,
a pontos értékre, hiszen a gyakorlatban sem várunk ilyesmire. A durvább nedves-szivacson történõ lehúzás, a gyakorlatilag szükségesnél
jóval határozottab módon történt - kimondottan a teszt kedvéért. Ebben az esetben is csak kb. 10 fokot tudtam csökkenteni a hegy hõmérsékletén,
és az utána történõ túllövés is alig 5 foknyi. Jól látható, hogy minden hõelvonással járó mûveletre, szinte azonnali teljesítmény növekedés
a reakció (a PWM értékkel, magyarul a kitöltési tényezõvel arányos a páka teljesítménye).
Utólag belegondolva, a fejlesztést is segítette volna (pl. a PID a paraméterek beállítását),
ha néhány beállításról készítettem volna ilyen mérést, és a különbözõ grafikonokat össze lehetett volna vetni. Szerintem kimondható, hogy
PID szabályozás nélkül, és/vagy PWM helyett sima perióduscsoport szabályozással, valószínûleg nem sikerült volna ilyen szûk határok
között tartani a pákahegy hõmérsékletét.
A fenti grafikonok elkészítésekor elkövettem azt a hibát, hogy a monitorozott értékek, a kijelzõre menõ szûrt és kerekített értékek voltak,
emiatt a grafikonok a valóságosnál némiképp lépcsõzetesebbnek néznek ki. Ettõl még a mérés szerintem korrekt, de hogy látni lehessen a különbséget,
az öszehasonlítás kedvéért végeztem egy újabb mérést, amiben a "szûretlen" értékeket használtam fel. A görbék jellege hasonló, de kevésbé lépcsõzetesek,
kicsit talán több a zaj is. Igyekeztem valós körülmények között mérni, azaz megblankoltam egy 1,5mm2-es sodrott vezeték végét, és befuttattam
forrasztóónnal, majd a pákahegy mindkét oldalát lehúztam nedves szivacson, hogy a szennyezõdéseket, és a maradék ónt lehúzzam róla. Ime a mérés eredménye:
A fenti grafikon egy nagyított részlete (további nagyításhoz katt a képre):
Nem gondolnám, hogy van aki ennél is mélyebben szeretné elemezgetni ezeket a mérési eredményeket,
de ha mégis kiváncsi valaki a pontos adatokra, akkor elérhetõvé teszem excel-ben, táblázatos formában és grafikusan is a kapott értékeket.
Íme: Skori_JBC_forrasztoallomas_meres.xls
A forrasztóállomás közzétételének egyik célja az volt, hogy mások is megépíthessék, ill. másoknak is hasznára váljon, hiszen egy gyári
forrasztóállomás árához képest szinte jelentéktelen összegbõl megépíthetõ. Ezen kívül aki hobbiból épít különféle készülékeket, annak
egyúttal ez is szórakozás, a mûködõ készülék pedig sikerélmény, ráadásul a továbbiakban akár rendszeresen használva is lesz.
Néhány sikeresen megépített forrasztóállomásról már kaptam visszajelzést, és amennyiben készítõje hozzájárulását adja, akkor itt közzéteszem.
Elsõként Majkimester munkáját mutatnám be! Szerintem kimondottam profi készülék lett. Külön érdekessége, hogy LCD kijelzõ helyett egy
vezérlésében kompatibilis VFD kijelzõt kapott, ami kifejezetten jól néz ki! Lássuk a fotókat: Alkotó kolléga más koncepcióval közelítette meg az építést.
Jobban kedveli a magas, de keskenyebb készülékházakat, mert azok kevesebb helyet foglaklnak az asztalon.
A fotókat elnézve tulajdonképpen igaza van: BIstván kolléga forrasztóállomása is elkészült, íme: R Zsolt forrasztóállomása is elkészült, kicsi ügyes
elrendezésû házba került beépítésre!
Ismét kaptam emailben néhány fotót, SYS-tõl, az általa megépített
forrasztóálomásról, amit a készítõje hozzájárulásával
most meg is osztok ezen az oldalon. A tulajdonosa szerint sikerülhetett volna kicsit szebben is a dobozolás,
szerintem nincs vele semmi gond. Felkerült rá a 2db kétszínû visszajelzõ led is,
ráadásul tõle kaptam elõször olyan fotókat, amely nem nyomógombos,
hanem rotációs enkóder-rel vezérelt verzióról készült.
Z.Balázs-tól is kaptam fényképeket az elkészült forrasztóállomásáról.
Fém mûszerdobozba került beépítésre, ügyes elrendezéssel, és helykihasználással.
Elkészült Black forrasztóállomása is. Hosszú idõ telt el a panel
beszerzésétõl, a készülék befejezéséig,
de az eredmény miatt mégiscsak megérte a fáradozást!
Újabb elékészült forrasztóállomásról kaptam fotókat, ezúttal István-tól.
István a rotációs enkódert részesítette elõnyben a nyomógombos kezeléssel szemben.
A tápegysége nem kapcsolóüzemû, hanem egy hagyományos 50Hz-es transzformátorra épülõ megoldás, ami úgyanúgy teszi a dolgát ahogy kell.
Íme a fotók:
2023.május A forrasztóállomást mára sokan megépítették és használják.
Az eltelt évek alatt összegyûlt jónéhány, (többnyire pozitív) tapasztalat is.
A nagy felbontású PWM-el megvalósított PID szabályozás remekül teszi a dolgát.
Nem merült fel sem komolyabb szoftveres, sem hardveres probléma. De akkor miért is írom ezeket a sorokat?
Azért mert páka fûtésére használt PWM önmagában okoz egy olyan jelenséget,
amivel talán érdemes egy kicsit foglalkozni. Arról van szó, hogy a forrasztóállomás
belsõ tápjának negatív pontját (egy RC tagon keresztül) összekötjük a földeléssel
(a hálózat védõvezetõjével), hogy a pákahegyre ne kerülhessen számottevõ
feszültség (errõl korábban írtam pár sort). Azonban fûtés közben, a páka vezetékén áram folyik,
és ezért feszültség is esik rajta, (mivel a vezetéknek van ellenállása, és induktivitása is).
Emiatt a pákahegyen is megjelenik valamekkora feszültség, egyfajta "pwm zaj" formájában.
A vezeték induktivitásán esõ feszültség nem csak az áramerõsségtõl függ,
hanem a PWM jel áramváltozási sebességétõl is.
Minél gyorsabban változik az áram, annál nagyobb lesz ez a feszültség.
Ez gyakorlatban (és az eddigi tapasztalatok alapján) nem szokott különösebb problémát okozni,
de azért nem árt ha tudunk róla.
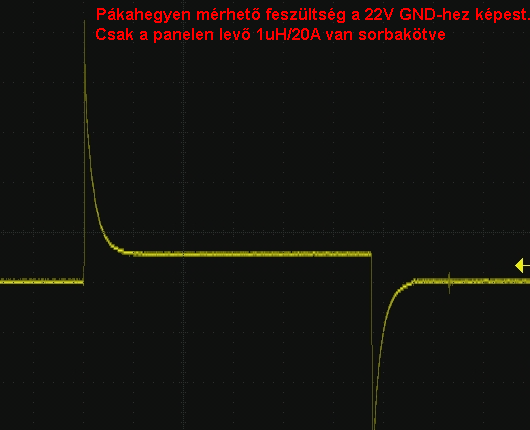
A kapcsolási rajzon, a PWM kimeneten van egy soros 1µH/20A paraméterû tekercs beépítve,
a zárlatvédelem megbízható mûködésének elérése céljából.
Korábban írtam errõl, hogy ez az induktivitás még nem csökkenti számottevõen
a PWM jel meredekségét. Viszont ha ezt tudnánk csökkenteni, azzal a zajimpulzus csúcsértéke is csökkenne.
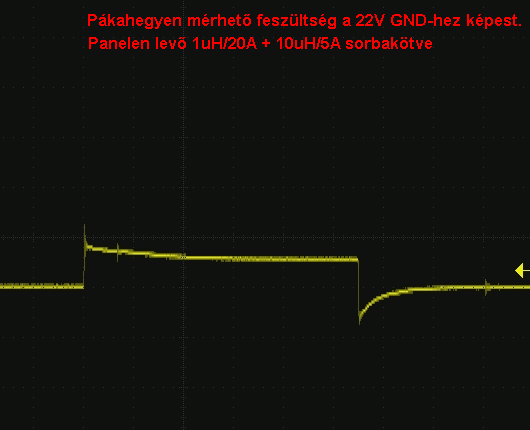
Az áramkörszimuláció szerint (és a gyakorlatban is ez a tapasztalat) egy további 10µH/9A tekercs sorbakötése
esetén a zajfeszültség csúcsértéke jelentõsen csökken.
Egy további RC subber, pedig szépen lekerekíti az impulzusok csúcsát.:
Zajfeszültség a pákahegyen (oszcilloszkópos mérés):
Nézzünk egy kapcsolási rajz részletet, mi is kell ehhez:
A nagyobb kimeneti induktivitás hatékonyan csökkenti a PWM jel áramváltozási sebességét,
és ezzel a vezeték induktivitásán keletkezõ feszültségimpulzus
amplitudóját is. Cserébe viszont a rajzon szereplõ D9 dióda terhelése is megnövekszik,
ezért (bár az eredeti tipus is kibírná, mégis) célszerû azt egy kicsivel nagyobb áram terhelhetõségû
típusra kicserélni. Az RC subber (100nF - 10 ohm) jelentõsége kisebb, én egyelõre ezt nem is építettem be.
Az induktivitásra visszatérve: a panelen ez már nem férne el, célszerûen a csatlakozóhoz
menõ vezetékbe iktatható be ez a tekercs. Ugyanakkor a gyakorlatban nincs szükség 2db tekercsre, az 1µH/20A el is hagyható,
ha a beépített új tekercs telítõdése közben is marad akkora induktivitása,
hogy az esetleges zárlati áramot is megfelelõen tudja korlátozni (ez általában teljesül).
A szükséges induktivitást áramkörszimulátorban kísérleteztem ki (a páka vezetékének induktivitását
megsaccolva), és a gyakorlati eredmények igazolták a szimuláció helyességét.
Nem érdemes lényegesen nagyobb induktivitású tekercset használni, mert nem lesz tõle számottevõen
jobb az áramkör, viszont a dióda terhelése tovább növekszik miatta. Célszerû ha a tekercs nem telítõdik
a pákán átfolyó áram csúcsértékétõl sem, mert a telítõdõ tekercs már
nem csõkkenti elég hatékonyan az áramváltozási sebességet.
Más módszer(ek) is alkalmazhatók lennének a (pwm/kapcsolüzembõl eredõ, és a) pákahegyen megjelenõ
zajfeszültség csökkentésére, de jelen esetben ez a legegyszerûbb és legolcsóbb
megoldás - kivéve persze azt az esetet, ha egyáltalán nem foglalkozunk a dologgal! :) :)
Készítettem egy-egy fotót, az alkalmazott tekercsrõl, alaphelyzetben ill. beépített állapotában:
Még egy apróságot megemlítenék, az utánépítõk kedvéért: a pákához elérhetõ
firmware fájlokban szándékosan nem alkalmaztam védelmet, a kijelzett feliratok megváltoztatása ellen. Tehát akiben van egy kis
hackerkedési hajlam, és elboldogul egy hex editorral, (és persze tudja is, hogy mit csinál),
az szinte tetszés szerint megváltoztathatja a forrasztóállomásán megjelenõ üzeneteket!
2023 szept.
Felmerült a kérdés néhány felhasználó részérõl, hogy a forrasztállomás,
a JBC 245-ös pákahegyeken kívül, alkalmas lehet-e 210-es pákahegyekhez is?
Erre aplaphelyzetben azt kellett válaszolnom, hogy: Nem!
A 210-es pákahegy termoelemje jóval kisebb feszültséget ad, ha egyszerûen bekötnénk
a 245-ös helyett akkor túlfûtené az állomás és tönkremenne.
Ehhez a termoelem erõsítõnek jóval nagyobb erõsítéssel kellene mûködnie - azaz valószínûleg
hardver módosítst igényelne.
A 210-es pákahegy lényegesen kisebb tömegû, teljesen más PID paramétereket igényel a megfelelõ
szabályozáshoz, és sürübb mérési ciklusra van szükség,
mert sokkal gyorsabban tud változni a hõmérséklete, mint a 245-ös pákahegynek - tehát jelentõsebb
szoftver módosításra is szükség lenne.
A 210-es pákahegy bekötése más, emiatt az állomásra is másképp kellene bekötni.
A 210-es pákahegy fûtõtest ellenállása kisebb - ezért nagyobb áramot fog felvenni.
Késõbb azért elgondolkoztam a dolgon. A hardverben van annyi tartalék,
hogy az erõsítést szoftveresen is lehet növelni.
A PID paramétereket állíthatóvá lehet tenni, a kísérletezés,
ill. a gyorsabb eremény elérése érdekében, (pl. egy rejtett menüben).
Az elérõ bekötés megoldható, és az áramlimitbe is
talán éppen belefér - de ha nem akkor lehet picit növelni minimális módosítással.
A hardvert azért nem szeretném módosítani, pl. hogy a már kész forrasztóállomásokat
is alkalmassá lehessen tenni egy szoftver cserével, 210-es pákahegyek használatához.
A fentiek viszont rejtenek némi kockázatot: ha a 210-es pákahegyet véletlenül 245-ös
beállításban kapcsoljuk az állomásra,
akkor a pákahegy károsodhat, akár teljesen tönkre is mehet. Ez ellen próbáltam
szoftveres védelmet kitalálni, ami (a hõmérséklet-változási sebesség alapján)
képes felismerni a problémát, és megvédeni a pákahegyet, de ez nem minden körülmények
között ad megbízható védelmet, azaz bár hatékony, de nem 100%-os.
Ezen kívül ha rosszul beállított PID paramétereket használunk, akkor begerjedhet a szabályzás,
ami hibás mûködéshez vezethet.
Mindenesetre készült egy TESZT verzió a szoftverbõl, ami képes 245-ös, és 210-es
pákahegyek üzemeltetésére is
(menüben kiválasztható, hogy melyik csatlakozón milyen páka van). A 210-es páka,
22V tápfesz esetén hihetetlenül gyorsan, kevesebb mint
1 másodperc alatt (sacc. 0,6...0,8s) felfût, 330°C-ra. A szabályzás mûködését
is módosítottam, az elõzõ szoftverhez képest.
Rövidebb mintavételi idõközzel mûködik, és ha a páka még több mint
70°C-al hidegebb mint a célhõmérséklet,
akkor erre az idõre figyelmen kívül hagyja a PID-t, és maximális teljesítménnyel fût.
70°C-nál kisebb eltérés esetén viszont a PID szabályzás mûködik.
A mintavételi idõ változtatása miatt, a 245-ös páka esetében is
változtatnom kellett kis mértékben
a PID paramétereken, de ez vélhetõen nem okoz számottevõ változást
a mûködésben.
Az alábbi képen látható a kétféle pákahegy bekötése
közötti eltérés, a 210-es pákát ennek megfelelõen kell bekötni:
Skori JBC245 Forrasztóállomás módosított TESZT verzió!
Kiegészítés, T210 pákák, ill. C210 pákahegyek használatához is.
Figyelem a C245 és C210 pákahegyek, ill a hozzá tarotzó pákák (T245, T210)
eltérõ bekötést kívánnak az állomáshoz.
Lásd a fenti képen!
A két páka paraméterei jelentõs mértékben eltérnek egymástól,
ezért a menüben ki kell választani, hogy a csatlakozóra melyik pákatipust csatlakoztatjuk.
Hibás páka választása, vagy hibás bekötés esetén
esetén elõfordulhat hibás mûködés.
Pl. T245 helyett T210 pákát választva (a kétféle pákahegy
eltérõ termoelem feszültsége miatt) a hõmérséklet lényegesen
alacsonyabb lesz a beállított értéknél. Fordított esetben (T210 pákához
T245-öt beállítva) viszont túlfûtheti a pákahegyet,
akár olyan mértékben is, amitõl az maradandóan károsodik. Az állomás szoftvere tartalmaz
különféle védelmi funkciókat, pl. erre az esetre is, és az esetek 99%-ában meg is tudja akadályozni
a pákahegy károsodását, hibás beállítás esetén is.
Ugyanakkor nem garantálható,hogy ez mindíg, minden esetben felismeri a hibás beállítást,
ezért érdemes fokozotan odafigyelni a megfelelõ pákahegy beállításra.
Mindenki csak ennek tudatában használjon C210 pákahegyeket (és ezt a szoftvert) az állomáshoz!
A szoftver egyelõre teszt verzió, ami azt jelenti hogy:
- Kevés a tapasztalat a mûködésével kapcsolatban,
- Elõfordulhatnak szoftverhibák,
- Elõfordulhat hogy többször lecserélem (pl. hibajavítás miatt) az elérhetõ verziót.
- Jelen szoftverben elérhetõ a P,I,D paraméterek beállítása egy (rejtett) menüben.
Ez a beállítás fokozott figyelmet kíván, mert rossz beállítások esetén hibásan mûködhet a hõmérséklet szabályzás.
Az alapértelmezett értékekkel jól kellene mûködnie, tehát elvileg nem szükséges ezt módosítani.
- A szabályzás mûködésének változása nem csak az újonnan kezelt C210-re vonatkozik, hanem a C245-ös pákahegyekrhez
tartozó beállítások is változtak (reményeim szerint jó irányban - de ez majd hosszabb távon kiderül).
Egy további kiegészítés a 210-es páka bekötéséhez: A páka harmadik (zöld) vezetékét
(ami a fentebbi rajzon nem szerepel) bekötöttem a csatlakozó (eddig nem használt) 4-es pontjára. Az állomás 1-es aljzatában
pedig ugyanerre a 4-es pontra kivezettem a védõvezetõt. Így ha ebbe a csatlakozóba van 210-es páka bekötve,
akkor a pákahegy fixen földelve lesz - ez érzékenyebb elektronikák forrasztása esetén hasznos lehet.
Viszont nem lenne szerencsés mindkét csatlakozót egyszerre, közvetlenül földelt pákával használni,
mert az állomással összekötve úgynevezett "földhurok" alakulhat ki, aminek vannak (itt nem részletezett) negatív hatásai.
Ennélfogva csak az 1-es csatlakozóba vezettem ki a védõvezetõt (a 2-es csatlakozóba nem ).
Lehetõség szerint ebbe csatlakoztatva színdékozom majd a 210-es pákát
használni - bár az állomás egyébként mindkét páka csatlakozás esetén lehetõvé teszi 210-es
páka beállítását és használatát is.
Errõl azt kell még tudnunk, hogy ebben az esetben, amikor a 210-es páka csatlakoztatva van, akkor ezen (
az áramérzékelõ söntökön, és a táp negatív pólusán) keresztül
a másik csatlakozóba bekötött páka kis impedanciásan földeltté válik (enélkül
csak a korábban említett RC tagon keresztül földelt a páka). Tehát ez a felvázolt megoldás is
rejt némi kompromisszumot a pákák használata során - de mindenki eldöntheti, hogy melyik megoldás a szimpatikusabb.
A fenti esetben (földelés kivezetve az 1-es csatlakozóban) és 210 + 245 ös pákák bekötve, akkor a két páka
felcserélése esetén (természetesen a menüben is beállítva a csatlakozóra kötött
pákák tipusát) marad az RC tagon keresztül földelt állapot.
Ezt a problémát úgy tervezem feloldani, hogy a már megépített állomásomat továbbra is
2db 245-ös pákaheggyel mûködõ pákával használom majd, és építek mégegy
állomást ami elsõdlegesen a 210-es pákával lesz használva, ill tartalékkén funkcionál,
ha pl. az elsõ állomáson kell szerelnem/kísérleteznem valamit, vagy ha netán meghibásodik.
Ez utóbbitól egyelõre (és reményeim szerint) nem kell tartani, mert az általam készített
állomások évek óta üzemelnek, hasonlóképpen a mások által készített
állomások is, azaz: eddig még senki sem jelzett meghibásodást. Azért azt hozzá kell tenni, hogy a
210-es pákával egyelõre jóval kevesebb tapasztalat gyûlt össze (bár van aki már azt is hosszabb ideje használja).
Végeztem néhány újabb mérést, a JBC210-es pákaheggyel,
mivel ezzel eddig még nem volt mérési eredményem lementve.
A kapott adatokból készítettem néhány grafikont.
Az alábbi grafikonon látható a felfûtés folyamata:
Az elõzõ grafikon nagyított részlete:
Az alábbi mérés: egy vezetékdarab végének forrasztása,
majd forrasztás egy nagy egybefüggõ nyáklemez-felületen,
utána pedig a pákahegy lehúzása nedves szivacson.
A fenti mérési eredmlényt azt figyelembe véve érdemes értékelni,
hogy a használt C210-014 egy kicsi, vékony, hajlított végû, tûhegyes pákahegy,
ami elsõsorban apró SMD alkatrészek forrasztására alkalmas.
Tehát pl. egy vezeték végének megforrasztása, vagy éppen a nagy felületek forrasztása
sem igazán a fõ felhasználási területe ennek a pákahegynek.
Itt összegyûjtöm a forrasztóálomáshoz tartozó összes letölthetõ fájlt, hogy egy helyen megtalálható legyen minden: