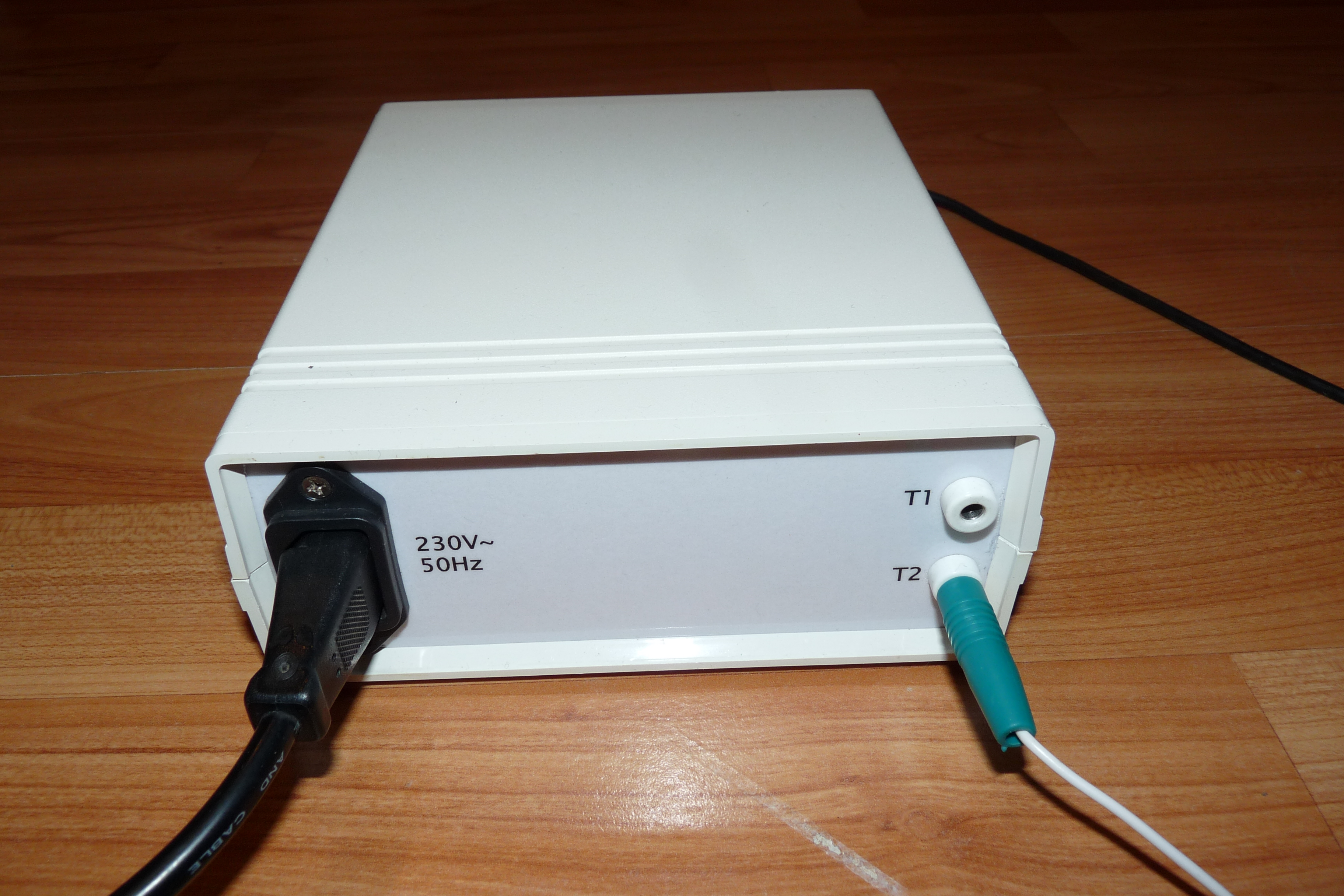
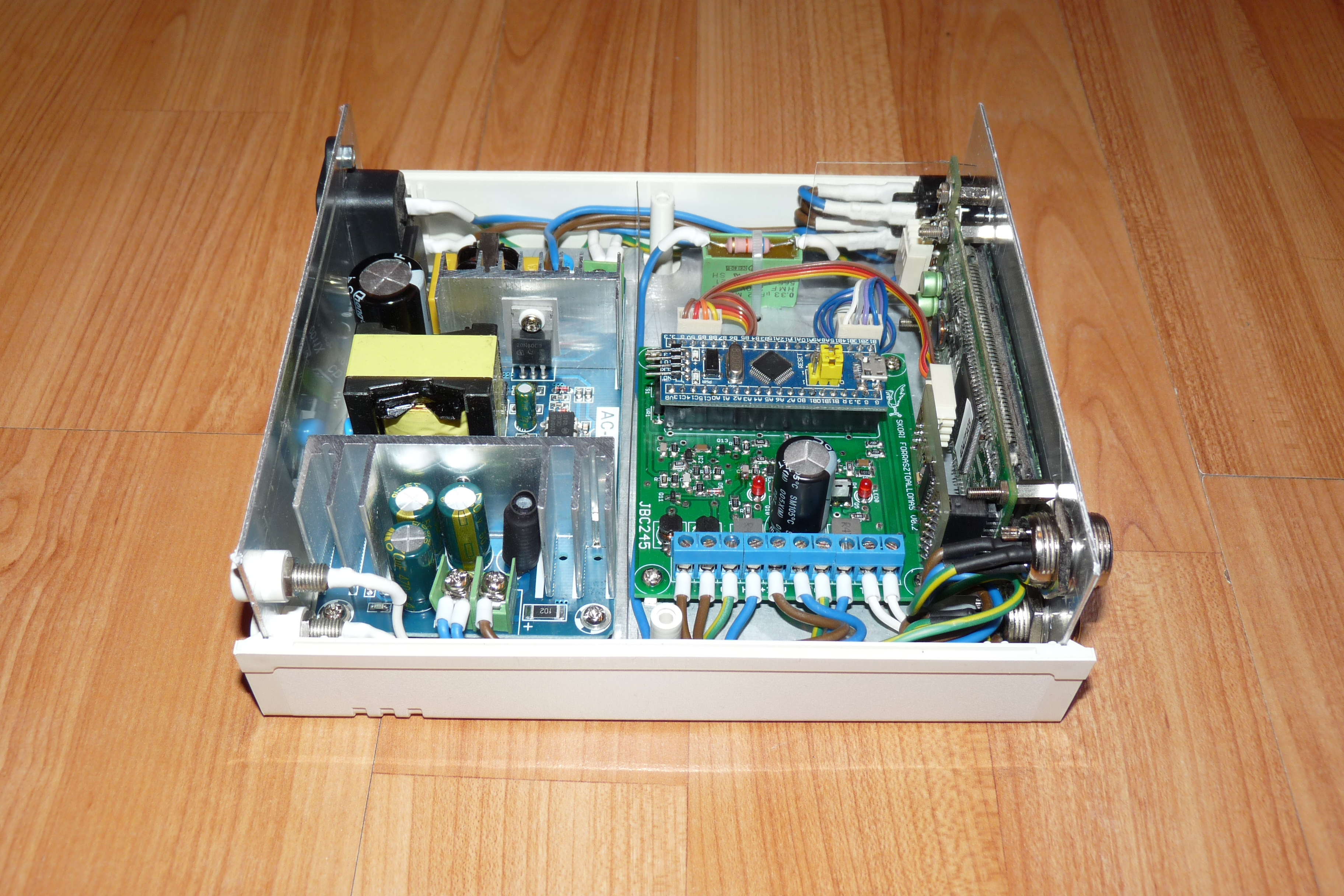
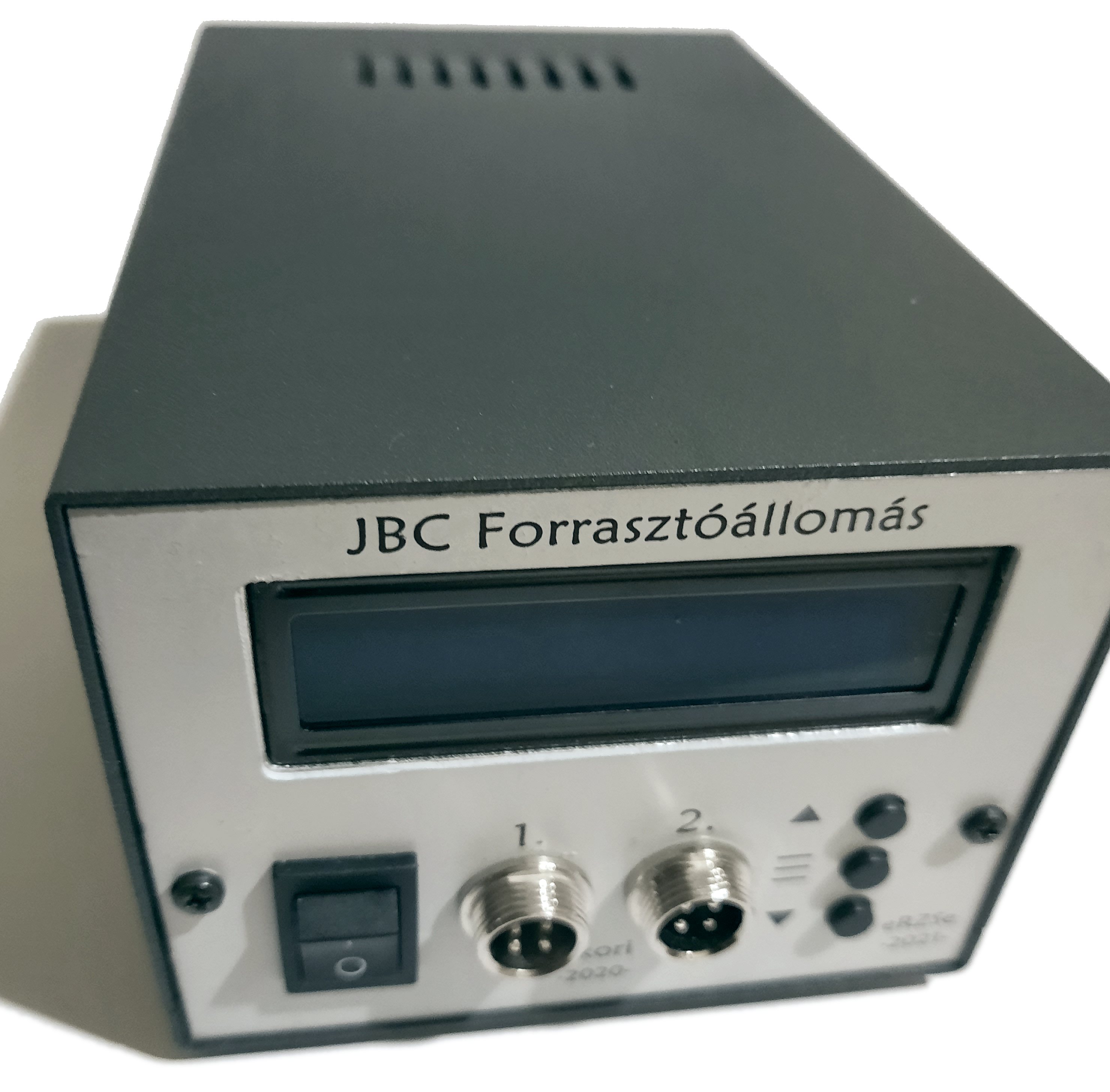
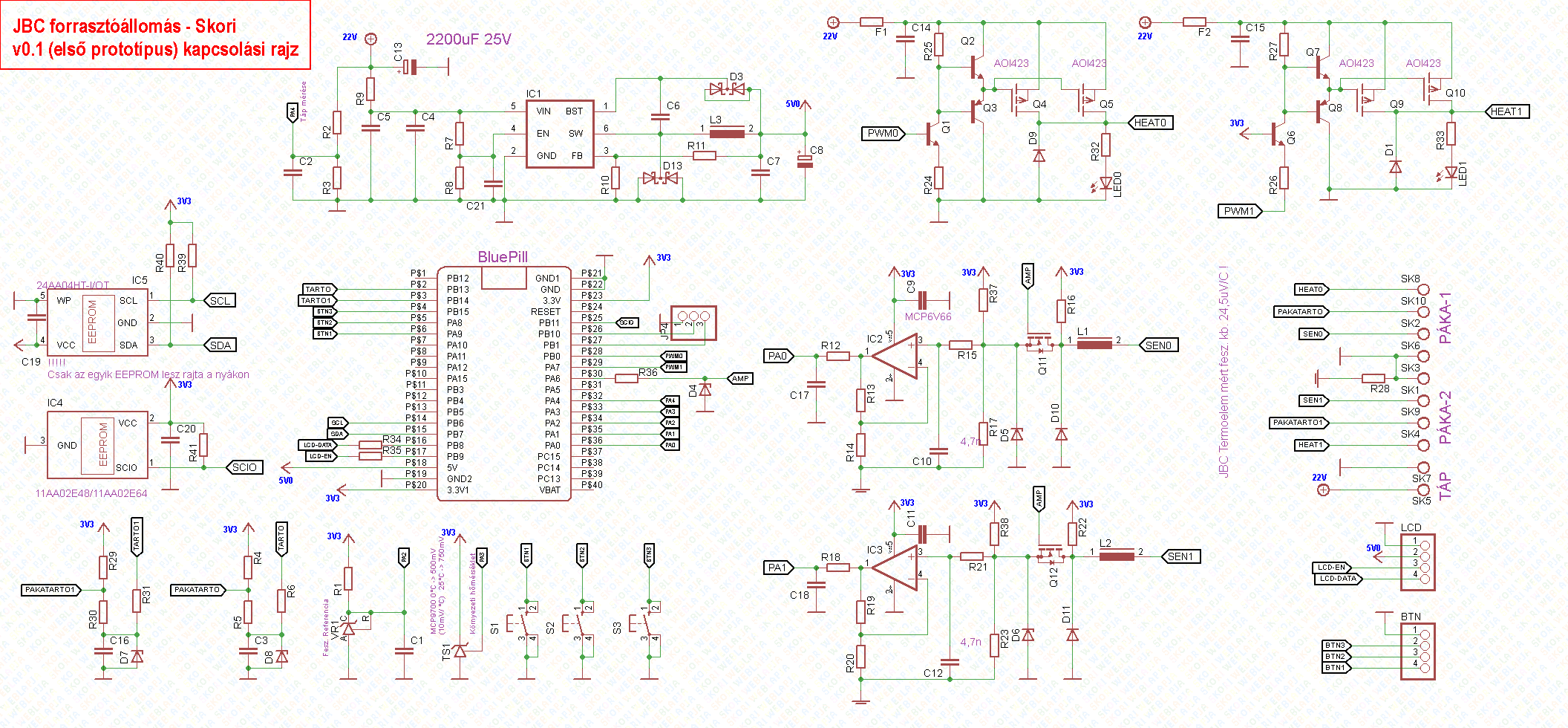
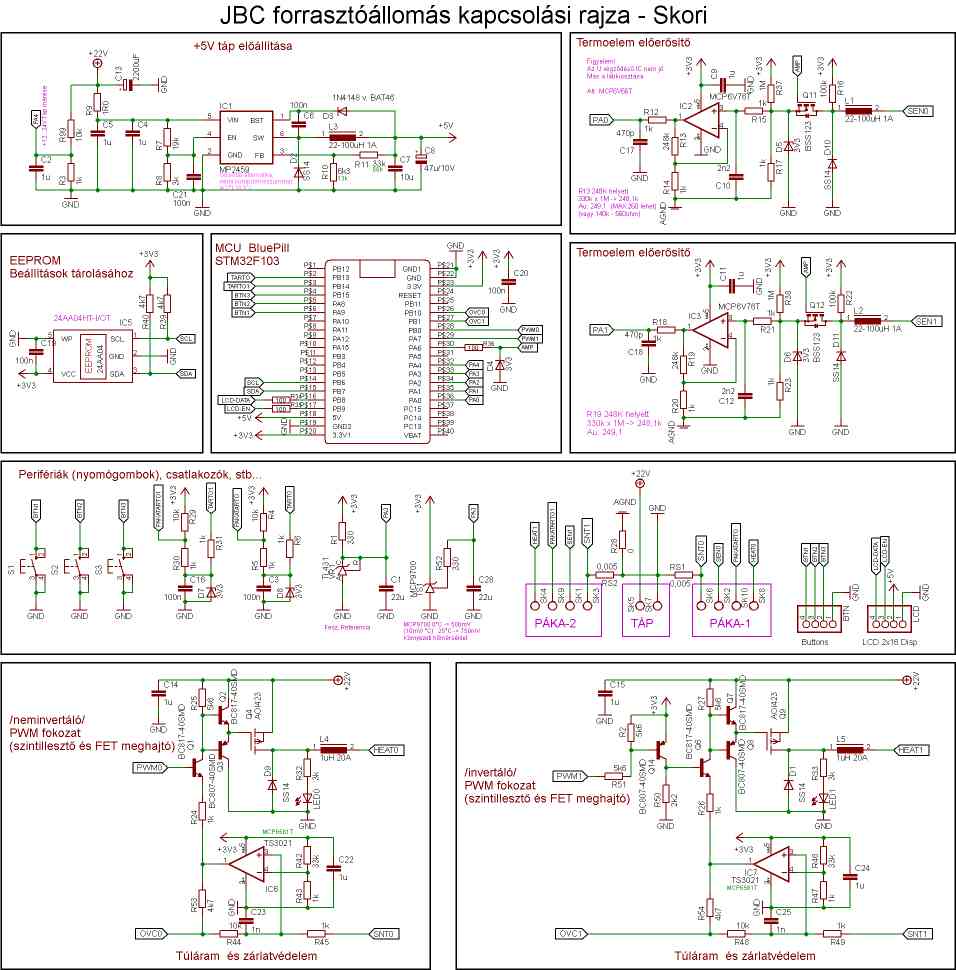
JBC Forrasztóállomás!
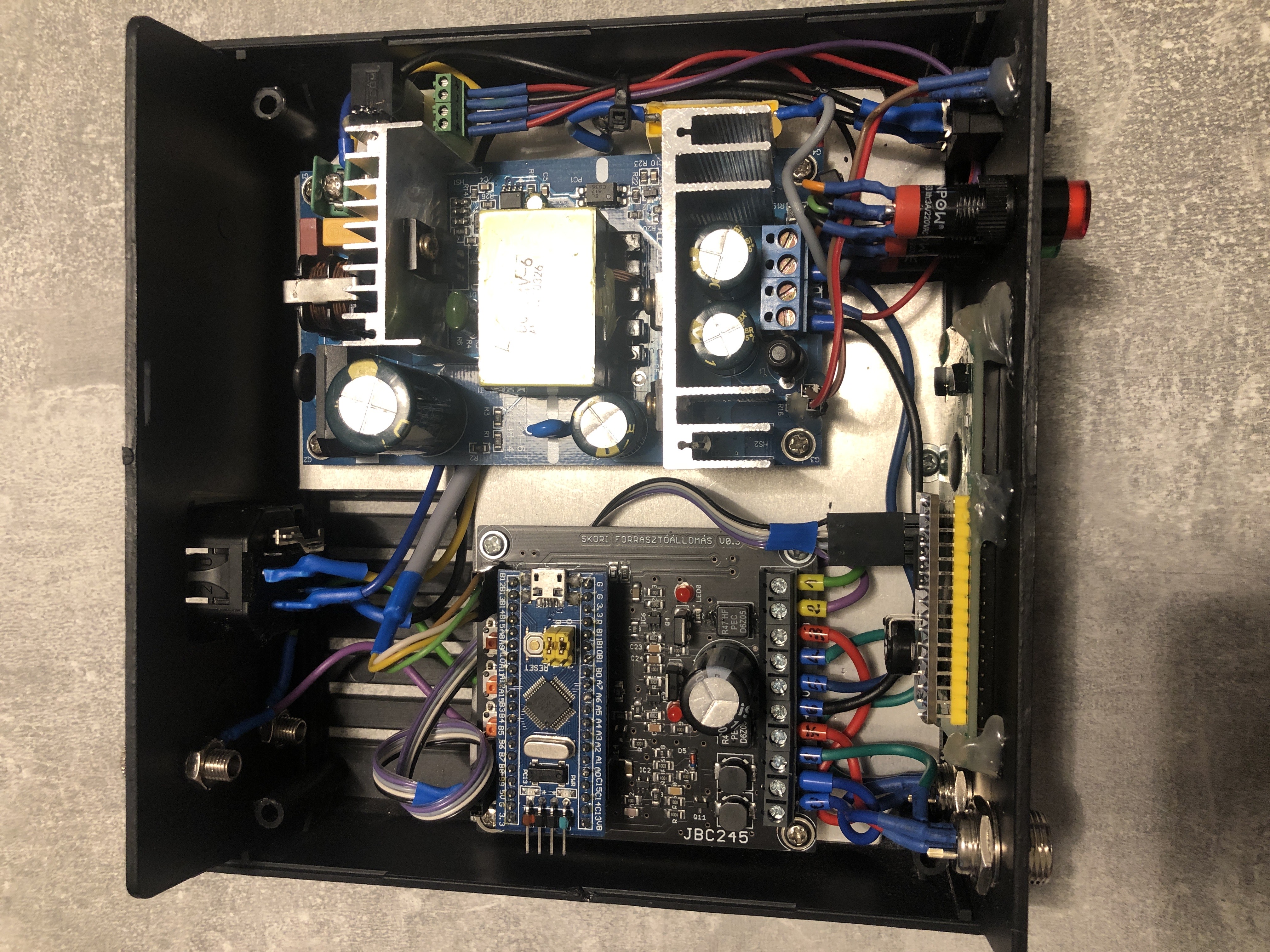
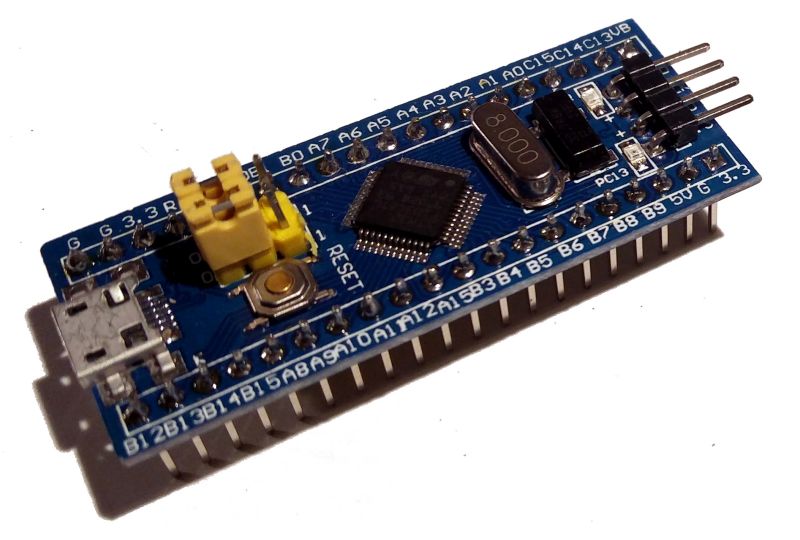
DIY homemade soldering station with STM32 BluePill for JBC.












|
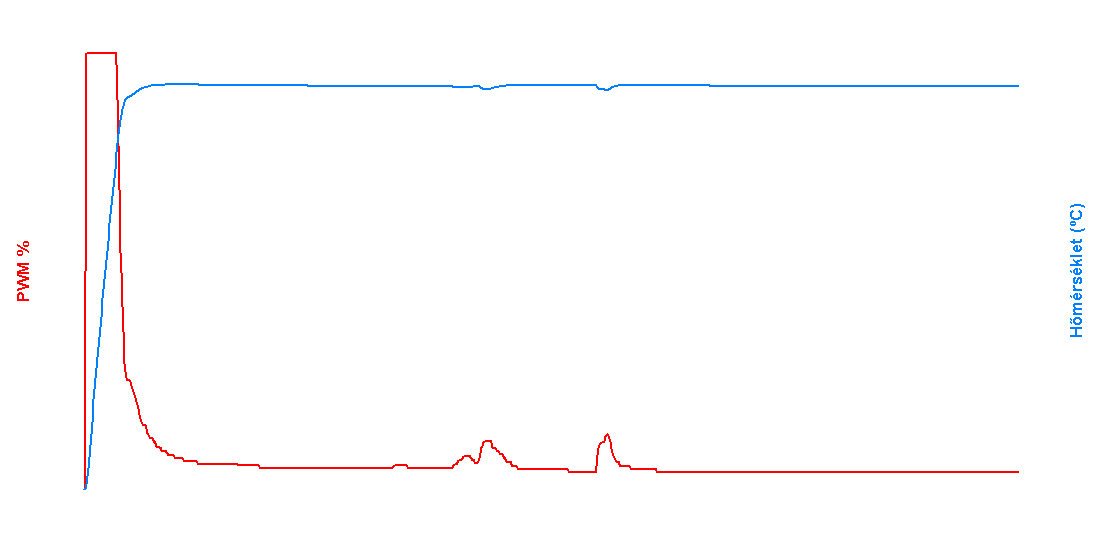
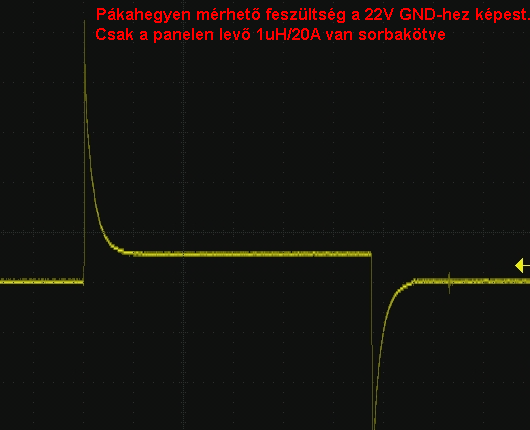
25Hz-re állított PWM frekvenciával a teljes felfûtési folyamat a szkóp memóriájából: |
Mérés 600Hz-re állított PWM frekvenciával: |
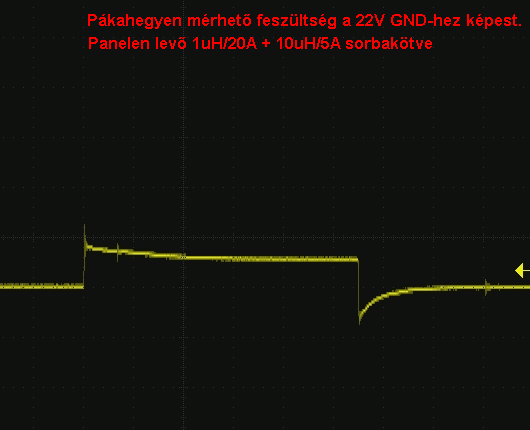
Mérés 100Hz-re állított PWM frekvenciával: |
|
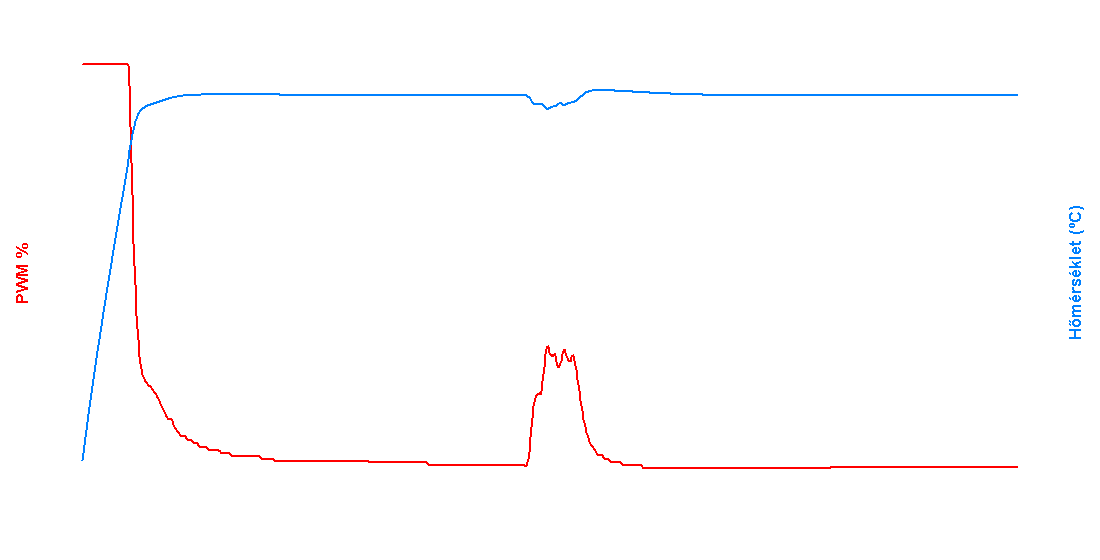
Mérés 1kHz-re állított PWM frekvenciával: |
Mérés két pákával 25Hz-re állított PWM frekvenciával,a szkóp memóriájából:: |
Mérés két pákával 600Hz-re állított PWM frekvenciával: |


|
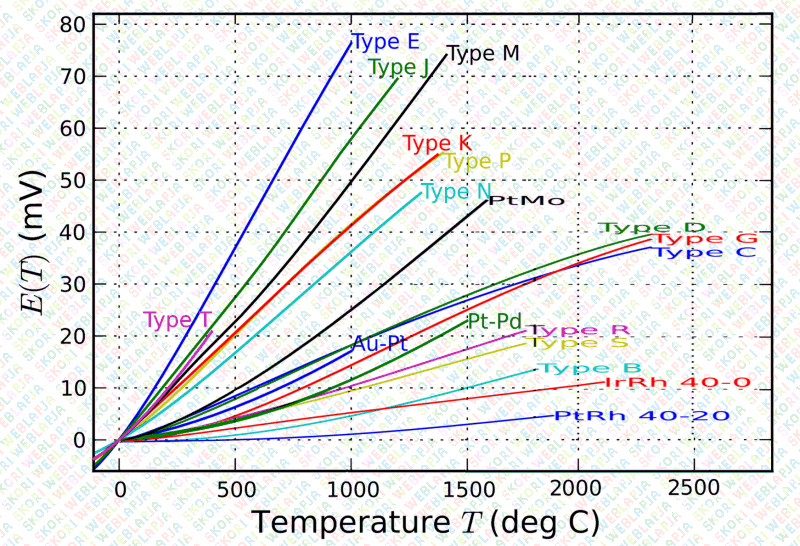
Mint látható a 100°C-os és a 150°C-os beállítás mellett mértem a legnagyobb eltérést. Mi lehet ennek az oka? A pákahegyben levõ termoelemnek niylván van valamekkora linearitás hibája, de... A mérés pontossága erõsen függ a pákahegy és a szenzor közötti hõátadástól, ennek érdekében egy csepp forrasztóónt tettem a pákahegyre és az olvadékba nyomtam bele a termoelemet. Ez sokat javít a mérés pontosságán, de az ón olvadási hõmérséklete alatt már nem segít. Tehát a mérési eredményeket ennek figyelembevételével kell értékelni. Az eredeti cél, (a minél pontosabb hõmérséklet tartása) persze a forrasztás hõmérséklet tartományában a leginkább érdekes. A 100....150°C-os mérések eredménye esetében csak tippelni tudok, hogy a hibának mekkora részét okozza a mérési hiba, és mekkora részét a forrasztóállomás ill. a pákahegyben levõ termoelem pontatlansága. Talán egy másmilyen módszerrerel végzett, és pontosabb méréssel ez a kérdés megválaszolható lenne. Ami a méréssel kapcsolatos kételyeimet még alátámasztja, hogy a 110°C-ra beállított pákahegyen a (desztillált)viz felforrt tehát valószínûleg a tényleges hiba nem nagyobb 10°C-nál. A többi mérési ponton a fentieknél kisebb az eltérés a beállított, és a mért értékek között, azonban egységesen alacsonyabb hõmérsékleteket mértem a beállítottnál. A hiba %-osan kifejezve nem tûnik vészesen nagynak (a %-os pontosság valószínûleg összemérhetõ a mérés pontosságával), további magyarázaton töprengve pedig arra jutottam, hogy a C245-944-es pákahegy viszonylag hosszú, tehát a pákahegy és a beépített termoelem távolsága nagyobb, mint pl. abban a pákahegyben amivel az állomást kalibráltam (emlékem szerint valószínûleg C245-907 heggyel). Az eltérés egy részét akár ez is okozhatta, illetve önmagában is elképzelhetõ eltérés a pákahegyek között, és nyilván a forrasztóálomásnak is van valmekkora hibája. |
|
>320°C H 320.5°C 350°C X --- °C |